
とは何ですか アルミ鋳物 プロジェクト — そしてそれらが現代の製造業を支配する理由
アルミニウム鋳造プロジェクトは、趣味の裏庭での小規模な鋳造から、航空宇宙および自動車分野での大量の工業生産に至るまで、あらゆるものに及びます。簡単に言うと、アルミニウム鋳造は、今日利用できる最も汎用性があり、費用対効果が高く、拡張性の高い金属加工方法の 1 つであり、装飾用の庭園彫刻から構造用エンジン ブロックに至るまで、実現可能なプロジェクトの範囲は実に膨大です。アルミニウム鋳造アプローチがお客様の用途に適合するかどうかを評価している場合、形状、公差要件、生産量に応じて適切な鋳造プロセスを選択すれば、答えはほぼ常に「はい」です。
アルミニウムの密度はおよそ次のとおりです。 2.7g/cm3 、鋼鉄の 3 分の 1 以下であるにもかかわらず、最新のアルミニウム合金は 500 MPa を超える引張強度に達します。この強度対重量比が、アルミニウム鋳造を多くの要求の厳しい分野に押し上げているのです。世界のアルミニウム鋳造市場は約 2023年に675億ドル Grand View Researchが発表したデータによると、その規模は2030年までに950億米ドルを超えると予測されています。この年間複合成長率は、主に電気自動車(EV)の導入と運輸業界全体の軽量化義務によって推進されています。
この記事では、主な鋳造プロセス、特定のプロジェクトの種類に最適なアルミニウム合金、欠陥を防ぐ設計ルール、生産データを含む実際のプロジェクトの例、仕上げ技術、コストとリードタイムの予想に関する正直な見方など、全体像を取り上げます。初めての砂型鋳造を計画しているメーカーであっても、ダイカスト金型を評価する製品エンジニアであっても、以下の情報はすぐに役立つようにまとめられています。
5 つの主要なアルミニウム鋳造プロセス — 並べて比較
適切なプロセスを選択することは、アルミニウム鋳造プロジェクトにおいて最も重要な決定です。各方法では、工具コスト、表面仕上げ、寸法公差、最小肉厚、および経済的な注文数量のバランスが異なります。以下の表は、実際的なトレードオフを抽出したものです。
| プロセス | 工具コスト | 表面仕上げ(Ra) | 許容差(代表値) | 最適な音量範囲 | 分。肉厚 |
|---|---|---|---|---|---|
| 砂型鋳造 | 低額 (500 ドル~5,000 ドル) | 12~25μm | ±0.5~1.5mm | 1~5,000個 | 3~5mm |
| パーマネントモールド(重力ダイ) | 中 ($5,000~$30,000) | 3~6μm | ±0.25~0.5mm | 1,000~50,000個 | 2~3mm |
| 高圧ダイカスト (HPDC) | 高額 (20,000 ドル~200,000 ドル) | 1~2μm | ±0.05~0.15mm | 10,000~1,000,000個 | 0.8~1.5mm |
| インベストメント鋳造(ロストワックス) | 中~高 ($3,000~$50,000) | 1.5~3μm | ±0.1~0.25mm | 100~20,000個 | 1~2mm |
| ロストフォームキャスティング | 低~中 ($1,000~$15,000) | 5~10μm | ±0.3~0.8mm | 500~30,000個 | 2~4mm |
砂型鋳造: カスタム アルミニウム プロジェクトの入り口
砂型鋳造は、依然としてカスタム、少量生産、または試作品の作業に最も利用しやすいアルミニウム鋳造方法です。生砂(珪砂、ベントナイト粘土、水分の混合物)を木材またはウレタンの型の周りに詰め、型を取り外し、通常 660 ~ 720 °C の溶融アルミニウムをキャビティに注ぎます。ダイカストに比べてサイクルタイムは遅くなりますが、基本的にサイズの上限はありません。オハイオ州ディファイアンスにある GM キャスティング工場では、自動マッチプレート成形ラインを使用して、それぞれ 40 kg を超える砂型鋳造アルミニウム エンジン ブロックを流し込んでいます。これは、砂型鋳造が適切に工具を使用すれば趣味での使用を超えてスケールできることを実証しています。
裏庭の鋳造プロジェクトでは、生砂を混合して再利用するのが安価です。基本的な 2 部構成のフラスコ設定では、A356 や 319 などの合金で優れた結果が得られます。重要な変数は水分含有量です。湿りすぎると蒸気孔が生じます。乾燥しすぎると崩れてしまいます。目安は大まかに 水分2~4重量% 、ピンチテストで簡単にチェックできます。
高圧ダイカスト: ボリューム、精度、薄肉
HPDC は、溶融アルミニウムを硬化鋼の金型に次の圧力で射出します。 10~175MPa 、ミリ秒以内にキャビティを満たします。このプロセスは非常に高速であり、中程度の複雑さの部品では 30 ~ 120 秒のサイクル時間が一般的です。最適化された設計では、壁厚が 0.8mm というニアネットシェイプの部品が製造されます。自動車部門が主要なユーザーです。アルミニウム協会によると、およそ 自動車用アルミニウム鋳造品全体の 75% エンジンのクランクケース、トランスミッション ハウジング、さらには最大 9,000 トンの型締力を持つメガ鋳造機 (ギガ プレス) で製造される大型構造部品も含めて、HPDC によって製造されています。この技術はテスラが先駆者であり、現在はトヨタやボルボなどが採用しています。
HPDC の主なトレードオフは気孔率です。急速充填中に空気が閉じ込められると微細な空隙が生じ、構造の完全性が損なわれ、熱処理が妨げられる可能性があります。真空アシストダイカスト (VADC) はこれを大幅に軽減し、T6 熱処理を可能にし、二次シリコン合金でも引張強度を 300 MPa 以上に押し上げます。
アルミニウム鋳造合金 — プロジェクト要件に適合する材料
すべてのアルミニウム合金が同じように注入または機能するわけではありません。鋳造アルミニウム合金は、主な合金元素と組成を示す 4 桁のシステム (A380、A356、319 など) で指定されます。合金の選択は、流動性、高温引裂抵抗、機械的強度、耐食性、および機械加工性に影響を与えます。これらはすべて、合金ファミリーによって大きく異なります。
A380 — 多目的 HPDC の主力製品
A380 (Al-Si8.5Cu3.5) 以上を占める アルミダイカスト全体の85% 北米ではアルミニウム協会による。高いシリコン含有量 (7.5 ~ 9.5%) により優れた流動性と最小限の収縮が得られ、銅の添加により鋳造時の引張強度が 317 MPa にまで高まります。陽極酸化処理には適していません(銅成分が汚れの原因となります)が、パウダーコートやペイントには非常によく馴染みます。電子機器の筐体、自動車のブラケット、電動工具のハウジング、空気圧マニホールドなどに使用されます。
A356 — 構造と外観の合金
A356 (Al-Si7Mg0.3) は、T6 熱処理が計画されている砂および永久型プロジェクトの標準的な選択肢です。 538°C での溶体化処理と 154°C での人工時効処理の後、A356-T6 は次の引張強度を実現します。 262 MPa、降伏強度 186 MPa — 鋳造時の値よりも大幅に優れています。銅の含有量が低いため、きれいに陽極酸化されるため、建築鋳物、照明器具、アフターマーケットのホイール、航空宇宙用ハウジングなどに人気があります。この合金の優れた溶接性は、修理や製造作業において二次的な利点となります。
319 — 自動車および一般エンジニアリング
319 (Al-Si6Cu3.5) は、シリンダー ヘッド、インテーク マニホールド、トランスミッション ケースなどの砂鋳造エンジン部品の伝統的な選択肢です。銅の含有量により高温で優れた強度が得られますが、これは動作環境が 150°C を超える場合に重要になります。フォード、GM、クライスラーは、プッシュロッドやOHCエンジンヘッドに数十年にわたり319系合金を使用してきました。銅の含有量が仕様の下限に制御されていれば、合金はきれいに加工され、硬質陽極酸化処理も適度に受け入れられます。
535 (Almag 35) — 海洋および耐食プロジェクト
海洋ハードウェア、海岸建築要素、化学処理装置など、海水や高湿度の環境にさらされるプロジェクトの場合、535 (Al-Mg6.8) は優れた耐食性、良好な溶接性、陽極酸化後の自然な光沢仕上げを提供します。シリコン含有量が低いと、鋳造がより困難になり(熱間引裂感受性が高くなり)、注意深いゲート設計と注入温度の制御が必要になります。鋳放しの引張強さは約 240MPa 、熱処理を必要とせずに A356-T6 に匹敵します。
業界を超えた実際のアルミニウム鋳造プロジェクトの例
現在生産されているアルミニウム鋳造プロジェクトの範囲は、ほとんどの人が思っているよりも広いです。以下の例は、趣味、工業、建築、消費者製品のコンテキストをカバーしており、それぞれに関連するプロセスと合金のデータが含まれています。
裏庭鋳物工場: 砂型鋳造アルミニウム ナイフ ガードとボルスター
メーカー コミュニティで人気のある入門レベルのアルミニウム鋳造プロジェクトには、カスタム ブレード用の砂型鋳造ナイフ ガード、フィンガー ガード、ボルスターが含まれます。部品は小さく (通常 50 g 未満)、幾何学的に単純で、生砂鋳造に特有の表面粗さを許容します。 A356 またはスクラップピストン (多くの場合 4032 合金) はうまく機能します。溶融温度は次の温度に保つ必要があります。 700~730℃ 過度のガス吸収をせずに完全な充填を保証します。 120 グリットから 600 グリットの乾湿両用サンドペーパーで仕上げてからバフがけすると、鋳造後の熱処理を行わずに鏡面に近い外観が得られます。
建築用アルミニウム鋳物:柱キャップ、手すり、装飾パネル
建築用アルミニウム鋳造プロジェクトには長い歴史があり、1884 年に設置されたワシントン記念塔のアルミニウム キャップは、記録に残る精密アルミニウム鋳造の最も初期の用途の 1 つです。現代の建築プロジェクトでは、A356 または 535 合金を使用した永久鋳型または砂型鋳造が使用されています。一般的な用途には、装飾用階段手すり、装飾用柱頭、建物のファサード パネル、カスタム ドア ハードウェアなどがあります。陽極酸化処理 (特に 25 ~ 50 µm のハードコート陽極酸化処理) は、耐久性がありメンテナンスの手間がかからない腐食保護を提供し、設計仕様に合わせて色を付けることができます。メキシコ湾岸地域のいくつかのメーカーは、砂型鋳造建築要素を カスタム パターンの場合は 4 ~ 8 週間 .
自動車: HPDC エンジン ブロックおよび構造用鋳物
最新のコンパクトカーのエンジンには、ほぼ普遍的にアルミニウム合金ブロックが使用されています。 2004 年に導入された BMW N52 直列 6 気筒は、鋳造アルミニウム製ベッドプレートと A380 派生クランクケースを備えたマグネシウム - アルミニウム複合ブロックを使用しています。 10kg 初期の鉄ブロックエンジンから。 Rivian や Hyundai Ioniq プラットフォームで使用されているような現代の EV バッテリー トレイ構造は、統合された冷却チャネルを備えたマルチキャビティ HPDC アルミニウム鋳物であり、事前に個別に打ち抜き溶接された最大 7 つの部品を単一のネットシェイプ鋳物に組み合わせています。この統合により、同等の鋼構造と比較して約 30% 低い質量で組み立て時間が短縮され、構造剛性が向上します。
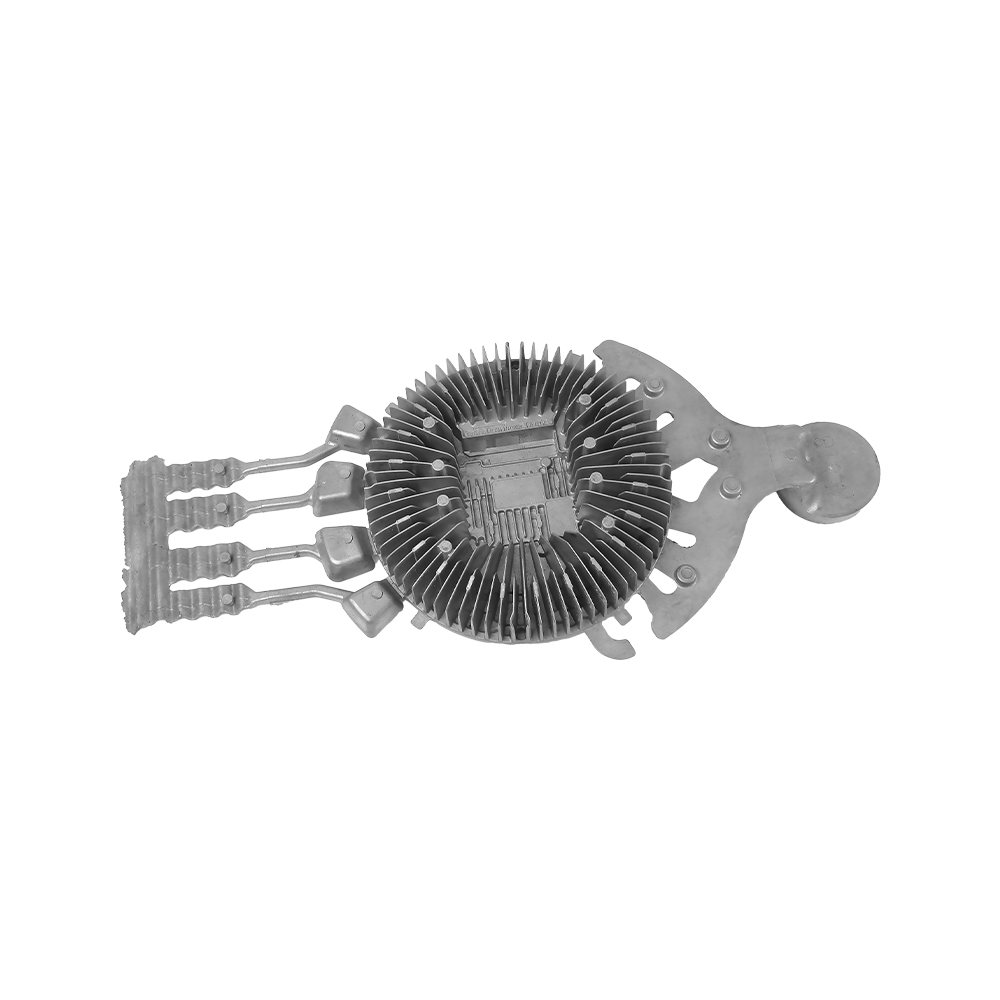
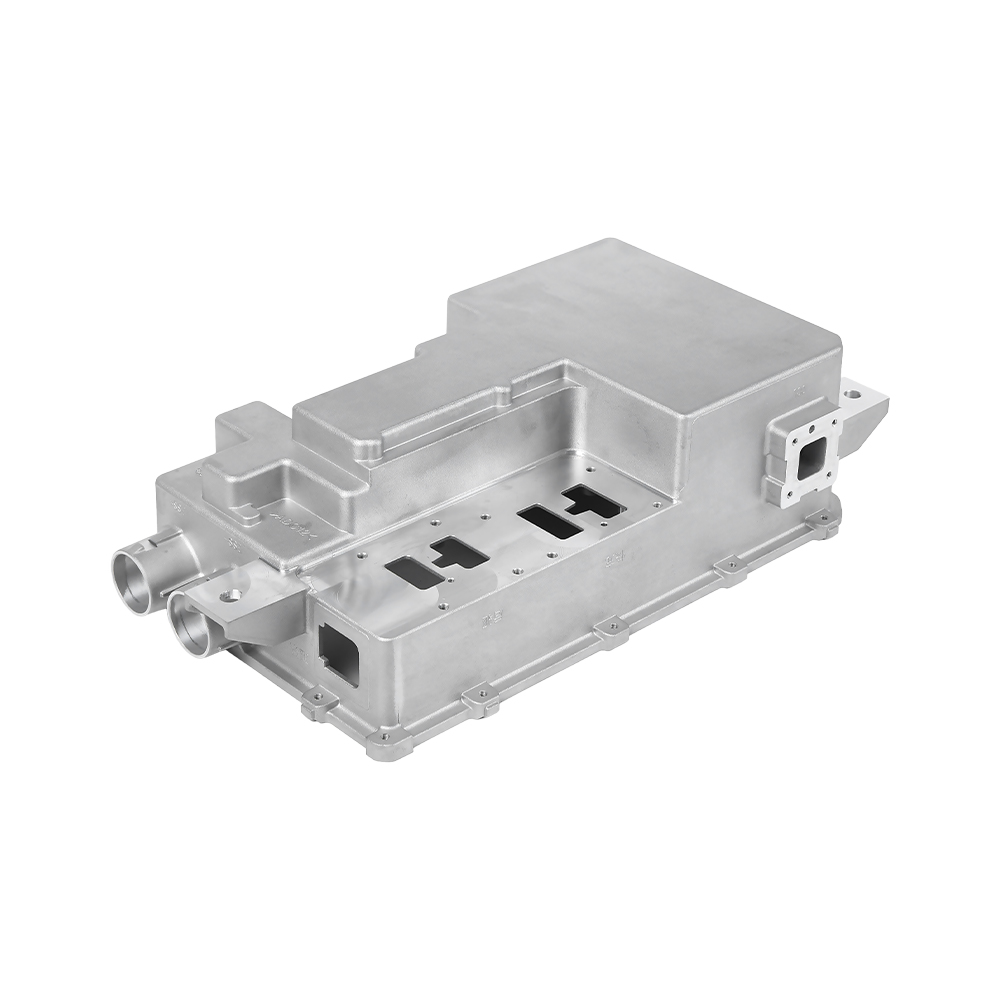
電子機器の筐体: 鋳造による熱管理
高出力エレクトロニクス (モーター ドライブ、パワー インバーター、通信基地局アンプ、LED ドライバー) では、アルミニウム鋳造素材がハウジングとヒートシンクの両方の役割を果たすため、エンクロージャにアルミニウム鋳造がよく使用されます。一体型フィンを備えた A380 HPDC エンクロージャは、次の熱抵抗値を達成します。 0.5~1.5℃/W 自然対流で、強制空気なしで多くの産業用途に十分です。 RF シールド用途の場合、A380 の壁厚 3 ~ 5 mm により、500 MHz を超える効果的な減衰が得られます。液冷コールドプレートに複雑な内部流路形状が必要な場合は、インベストメント鋳造が推奨されます。
航空宇宙: インベストメント鋳造構造ブラケットおよびハウジング
A356 または A357 合金を使用したインベストメント鋳造は、機体ブラケット、アビオニクス ハウジング、および油圧マニホールドの標準的な手法であり、形状の複雑さと公差が厳しいため、費用対効果の高いオプションとして機械加工が不要になります。航空機に使用される典型的なアルミニウム インベストメント鋳造は、 寸法公差±0.13mm 追加の機械加工なしで表面仕上げは 3.2 μm Ra です。このプロセスにより、砂型鋳造では確実に生成できないアンダーカット、薄壁、有機的な輪郭が可能になります。 Precision Castparts や Hitchener Manufacturing などの企業は、このような航空宇宙用アルミニウム インベストメント鋳造品をボーイング、エアバス、ロッキード マーチンのプラットフォームに供給しています。
芸術と彫刻: ロストフォームアルミニウム鋳造プロジェクト
ロストフォーム鋳造は、抜き勾配やコアボックスなしで EPS フォームを成形、彫刻、組み立てできるため、彫刻家やアーティストの間で人気があります。フォームは注入中に溶融アルミニウムによって消費され、元のモデルの正確なレプリカが残ります。シカゴやポートランドなどの都市にあるコミュニティアート鋳造所では、失われてしまった発泡アルミニウムの鋳込みセッションへのオープンアクセスを提供しています。純粋な装飾品の場合、合金の選択はそれほど重要ではありません。 A380 または 383 の二次スクラップは、良好な流動性で適切な結果をもたらします。ポアでは通常、 2~4mm sprue and riser system パーツの体積に応じて、薄い彫刻フィーチャーを完全に充填します。
アルミ鋳造プロジェクトの欠陥を防ぐ設計ルール
アルミニウム鋳造の欠陥のほとんどは、製造時に発生するものではなく、設計時に発生します。CAD 段階で確立された鋳造設計 (DFC) ガイドラインに従うことで、単一の金型を切断する前に、気孔率、コールド シャット、ミスラン、および高温引裂きの故障の大部分が排除されます。以下のルールは、砂、永久鋳型、およびダイカストのプロセス全体に広く適用されますが、プロセス固有の調整が記載されています。
肉厚の均一性
壁の厚さが不均一であると、冷却速度に差が生じ、最後に固化する領域に向かって収縮気孔が生じます。推奨される設計目標は、肉厚の変動が以下であることです。 隣接するセクション間で 2:1 。重いボスやフランジが避けられない場合は、材料をくり抜いたり、大きな半径でトランジションをブレンドしたりすることで、熱質量の差が減少します。 HPDC の場合、ほとんどの構造用途で公称壁厚 2 ~ 4 mm を目標にします。 6 mm を超える壁では、真空充填を使用しない限り、ガスの気孔が蓄積し始めます。
すべての内部コーナーのフィレットと半径
鋭い内部コーナーは応力を集中させ、凝固中にホットスポットを生成します。最小内部フィレット半径は次のとおりです。 1.5×肉厚 は、ASM International のアルミニウム鋳造設計ガイドラインによって推奨されています。たとえ 1 mm の半径であっても、真に鋭利なコーナーに比べて応力集中要因が大幅に減少します。外側のコーナーは鋭角にすることもできますが (最小半径 0.5 mm)、鋳造アルミニウムでは完全に直角にすることはできません。
離型時の抜き勾配角度
金型の絞り方向に平行なすべての表面には抜き勾配が必要です。標準的な最小値は次のとおりです 砂型鋳造の場合は 1 ~ 2°、永久鋳型の場合は 1 ~ 3°、HPDC の場合は 0.5 ~ 1.5° 外面では(鋳造物がコア上で収縮するため、内面ではわずかに多くなります)。ドラフトが不十分であると、金型の摩耗、中子の破損、抽出の困難が生じ、最終的には鋳物に損傷を与えます。金型に面する表面には抜き勾配があってはなりません。どの方向がパーティング面であるかを図面に明確に指定してください。
方向性凝固のためのゲートと立ち上がり
優れたゲート設計により、液体金属が薄い部分から厚い部分に徐々に供給され、完全に固化するまで最も重い部分が液体リザーバー (ライザー) に接続されたままになります。チボリノフ則 (固化時間は (体積/表面積)² に比例) がライザーのサイジングの指針となります。ライザーには少なくとも弾性率が必要です。 最重量部の1.2倍 それは餌を与えます。 MAGMASOFT、Flow-3D、ProCAST などのシミュレーション ソフトウェアは、生産工具を切断する前にゲートとライザーの設計を検証するために広く使用されており、試行錯誤のコストを大幅に削減します。
鋳造アルミニウムのねじとインサートの設計
鋳造アルミニウムは柔らかすぎるため、大きなトルクがかかるファスナー用途で直接粗目ねじを使用するには適していません。オプションには次のものが含まれます。 (1) スチールまたは真鍮のネジ付きインサートで鋳造 — Heli-Coil および E-Z Lok 製品は改造用途に人気があります。 (2) 鋳造後に機械加工されたねじ山を使用し、少なくとも 1.5×ねじ径のかみ合い長さ ;または (3) 熱可塑性プラスチックに隣接する設計に対して超音波インサートの取り付けを指定します。 HPDC 部品は、慎重な金型設計により最小直径 2.0 mm のコア穴を組み込むことができ、鋳造後の穴あけ要件を軽減します。
溶解品質管理 — アルミ鋳造の初心者が見落としがちなステップ
注湯時点での溶融アルミニウムの品質が、完成した鋳造品の最高品質を決定します。準備が不十分な金属から鋳造された完璧に設計された部品であっても、依然として気孔、酸化物混入、機械的特性の低下が見られます。経験豊富な鋳造オペレーターは、溶湯の準備を金型の設計と同じくらい真剣に扱います。
水素気孔率: 最も一般的なアルミニウム鋳造欠陥
アルミニウムは液体状態で水素を容易に溶解します。液体アルミニウムは 750°C で保持できます。 金属100gあたり約0.65cm3 、固体状態では 100 g あたりわずか 0.034 cm3 であるのと比較して (アルミニウム協会のデータによる)。溶融物が凝固すると、溶存水素の大部分が拒否され、鋳造品全体に微細な気泡、つまり多孔性が形成されます。主な水素源は、大気中の水分、湿ったスクラップ、油状の戻り物、および湿ったフラックスです。
回転式脱気装置 (SNIF プロセスまたは同等のもの) を使用して乾燥窒素またはアルゴンを使用して脱気すると、溶存水素が以下に減少します。 100gあたり0.10cm3 商業的には、ほとんどの鋳造形状において目に見える気孔率の閾値をはるかに下回っています。回転式脱気装置を持たない愛好家は、ヘキサクロロエタンの錠剤を使用するか (適切な換気を行います - このプロセスで塩素ガスが生成されます)、すべての工具を予熱し、炉の蓋を閉じたままにして、溶融物への湿気の曝露を最小限に抑えることができます。
酸化物介在物とフラックスの実践
アルミニウムは空気にさらされると即座に酸化し、薄いが持続性のあるアルミナ (Al₂O₃) 皮膜を形成します。乱流の注入により、この皮膜が溶融物中に折り畳まれ、凝固した鋳物における亀裂の開始点として機能する酸化物二重膜が生成されます。バーミンガム大学の故ジョン・キャンベル教授は、酸化二皮膜がほとんどのアルミニウム鋳物の機械的特性ばらつきの根本原因であることを数十年かけて文書化しました。同一の鋳造品における引張強度の 30 ~ 40% のばらつきは、多くの場合、二皮膜の分布に遡ります。
実際の対策としては、上注ぎリップレードルの代わりに下注ぎレードル、ゲートシステムのセラミックフォームフィルター(アルミニウムの場合は 20 ~ 30 ppi)、注入高さの低減と注入速度の制御、金型入口での乱流の最小限化などが挙げられます。フラックスの添加 (塩化カリウム/塩化ナトリウム混合物などのフラックスをカバー) は、加熱間の大気酸化から溶融物の表面を保護し、流し込む前に酸化物粒子を合体させてスキミングするのに役立ちます。
温度制御と過熱
ほとんどのアルミニウム鋳造合金の液相線温度は次のとおりです。 555℃と615℃ 。過剰な過熱状態(液相線より 80 ~ 100 °C 以上)で注湯すると、HPDC でのガス吸収、酸化物の生成、金型浸食が増加します。冷やしすぎると、ミスランやコールドシャット、つまり金型に充填する前に金属の前面が固まってしまう領域が発生します。ほとんどの用途に最適な注入温度は、 680℃と740℃ 、金型の温度も重要な役割を果たします。永久的な金型は通常、アルミニウムの場合 200 ~ 350°C に予熱されます。
鋳造後の作業: 熱処理、機械加工、表面仕上げ
ほとんどのアルミニウム鋳造プロジェクトでは、少なくとも鋳造後の作業が必要です。以下の操作は、実稼働環境で通常実行される順序で示されています。
ディゲートとシェイクアウト
砂型鋳物は、固まったら型から振り落とされます (部品の重量に応じて、通常は 5 ~ 30 分以内)。ランナーとライザーは、鋸引き、研削、または油圧ブレーキによって除去されます。 HPDC 部品は、1 回のプレス ストロークでフラッシュとランナーを剪断する専用のトリム ダイでトリミングされ、部品ごとのサイクル タイムは 5 ~ 15 秒です。砂型鋳物のパーティング ラインのバリは通常、鋳物の表面と面一になじませるために手で研磨する必要があります。
熱処理(指定がある場合)
T6 焼戻し指定 (溶体化熱処理とそれに続く人工時効処理) は、アルミニウム鋳物に対して最も広く指定されている熱処理です。 A356 の場合:
- 溶体化処理: 538°C ± 6°C、4 ~ 12 時間 (切片の厚さに応じて)
- 急冷: 60 ~ 80°C の水 (温間急冷により残留応力歪みを最小限に抑えます)
- 熟成期間: 154°C ± 6°C で 6 ~ 12 時間
このシーケンスにより、Mg₂Si 析出物が溶液に溶解され、転位の動きを妨げる微細な分散物として再析出され、降伏強度が約 1.5 から増加します。 83 MPa (F 調質) ~ 186 ~ 207 MPa (T6 調質) .
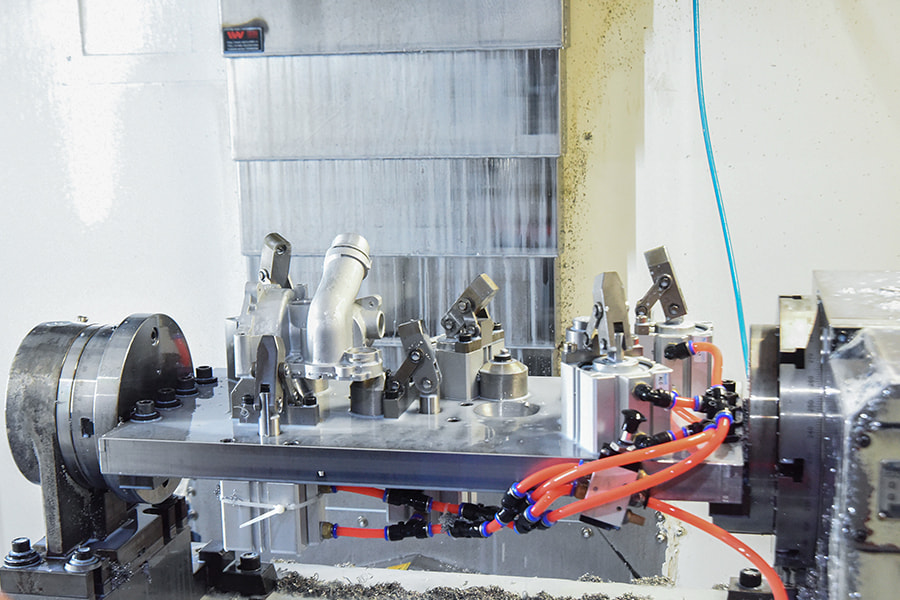
重要な表面の CNC 加工
鋳造アルミニウム機械は非常に優れています - 通常、工具寿命は 10 ~ 20 倍長い 同等の切りくず負荷条件でアルミニウムとスチールを加工した場合。鋳造アルミニウムの高速 CNC 加工では、超硬工具、300 ~ 600 m/min (表面フィート/分: 1,000 ~ 2,000) の切削速度、フラッド クーラントまたは最小量潤滑 (MQL) が使用されます。鋳物に機械加工されたデータム フィーチャ (パッド、ボア、位置決め穴) は、後続のすべての機械加工作業の基準フレームを確立します。自動車の鋳造セルでは、大量の HPDC 部品の場合、部品ごとのサイクル時間が 60 秒未満の専用搬送ラインが一般的です。
アルミニウム鋳物用の表面仕上げオプション
アルミニウム鋳造プロジェクトの仕上げオプションの範囲は多岐にわたります。
- 陽極酸化処理: 5 ~ 25 μm (タイプ II) または 25 ~ 100 μm (タイプ III 硬質陽極酸化物) の緻密なアルミナ層を成長させる電気化学的酸化。優れた耐食性と耐摩耗性を発揮します。 A356 または 535 合金に最適です。
- 粉体塗装: 熱硬化性ポリマー粉末を静電塗布し、160 ~ 200℃で硬化します。優れた耐紫外線性、幅広い色範囲、中量から大量までのコスト効率に優れています。すべての鋳造合金と互換性があります。
- クロメート化成皮膜: 三価クロム酸塩 (アロジン/イリダイト) は、航空宇宙および防衛用途に腐食保護と塗料接着プライマーを提供します。三価配合でRoHS対応。
- ショットブラストと振動バリ取り: バリを除去し、表面の外観を改善する機械仕上げ。また、疲労寿命を最大 30% 向上させる圧縮残留応力 (ショット ピーニングの変形) を生成するために使用できます。
- 無電解ニッケルめっき: 10 ~ 50 μm の均一なニッケル - リン層を堆積させ、硬度 (熱処理後 500 ~ 700 HV) と耐摩耗性を大幅に向上させ、金型、ブッシュ、および摺動面に使用されます。
アルミ鋳造プロジェクトのコスト構造 ― 価格を左右する要因
コスト要因を理解することは、プロジェクト エンジニアがより適切なプロセス選択の意思決定を行うのに役立ち、調達チームに鋳造サプライヤーからの見積もりを評価するためのフレームワークを提供します。
一般的なアルミニウム鋳造欠陥のトラブルシューティング
経験豊富な鋳造オペレーターでも欠陥が発生することがあります。以下の表は、最も一般的なアルミニウム鋳造欠陥とその根本原因と是正措置をマッピングしています。
| 欠陥 | 外観 | 主な原因 | 是正措置 |
|---|---|---|---|
| ガス気孔率 | 丸い空隙、滑らかな壁、ランダムな分布 | 融液中の溶存水素 | 溶融物を脱気します。すべての工具とスクラップを乾燥させます。過熱度を下げる |
| 収縮気孔率 | 不規則な空隙、粗い壁、重い部分 | 給餌・立ち上がりが不十分 | ライザーのサイズを大きくします。重い部分に冷気を加えます。均一な壁の再設計 |
| コールドシャット | 表面の線状の継ぎ目、弱い界面 | 出会う前に冷えた 2 つの金属フロント | 注湯温度を上げます。ゲートを改善してフローをより早くマージする |
| ホットティアリング | フィレットまたは断面変化部のギザギザ亀裂 | 凝固後期の熱応力 | フィレット半径を大きくします。コアに柔軟性を追加します。金型を予熱する |
| 酸化物介在物 | 機械加工された断面に黒い縞や膜が見える | 乱流注入、折り畳まれた酸化皮膜 | 注ぐ高さを低くします。セラミックフォームフィルターを使用します。ドロスの再溶解を避ける |
| ミスラン | 不完全な塗りつぶし、不完全なエッジの丸み | 金属が冷たすぎる、断面が薄い、通気が悪い | 注ぐ温度を上げます。薄い壁を厚くする。金型に通気口を追加する |
持続可能なアルミニウム鋳造 — リサイクル、エネルギー、循環経済
アルミニウムは一般的に使用されている構造用金属の中で最もリサイクル可能であり、この特性により、鋼や亜鉛の代替品と比較して、アルミニウム鋳造プロジェクトの持続可能性の計算が根本的に変わります。アルミニウムのリサイクルに必要なのは、 ボーキサイト鉱石から一次アルミニウムを製造するのに必要なエネルギーの 5% — 二次生産では約 2 ~ 3 kWh/kg、一次生産では 45 ~ 55 kWh/kg (国際アルミニウム協会のデータ、2023 年)。二酸化炭素排出量の違いも同様に劇的であり、二次アルミニウムは金属 1 kg あたりおよそ 0.5 ~ 1.0 kg の CO2 を生成しますが、石炭を燃料とする一次製錬では 1 kg あたり 8 ~ 12 kg の CO2 が発生します。
終わった これまでに生産されたアルミニウムの 75% が現在でも使用されています 、アルミニウム協会によると。自動車部門は、あらゆる最終用途の中でアルミニウムのリサイクル率が最も高く、使用済み車両は、品質の劣化を最小限に抑えながら、二次 HPDC 合金生産に還流するクリーンな鋳造合金スクラップの高密度で分離された供給源となります。この閉ループ効率は、自動車メーカーがエネルギー集約型の車両プラットフォームであっても持続可能性を考慮した設計の選択肢としてアルミニウム鋳造を挙げている理由の 1 つです。
鋳物工場の操業では、炉の排気ガスからのエネルギー回収、再溶解サイクルを最小限に抑えるためのリアルタイムの溶融化学モニタリング、および古い耐火物設計と比較して熱損失を 15 ~ 25% 削減するセラミックファイバー炉内張りはすべて、最新のアルミニウム鋳造施設における環境フットプリントの削減に貢献しています。 Rheinfelden Alloys や Novelis を含む欧州のいくつかの鋳造会社は、再生可能エネルギー調達とオフセット プログラムを組み合わせて、2030 年までにカーボン ニュートラルなアルミニウム鋳造事業に取り組むことに取り組んでいます。
アルミニウム鋳造の新たなトレンド — 業界を変えるもの
アルミニウム鋳造業界は、電化、デジタル製造、新しい合金の開発によって重要な技術的変化を迎えています。これらの傾向を理解することは、複数年にわたるアルミニウム鋳造プログラムを計画している人にとって重要です。
メガキャスティングと構造統合
テスラが 6,000 トンと 9,000 トンのギガプレスを使用して、EV のリアアンダーボディセクション全体を単一のアルミニウムダイカストとして鋳造し、70 ~ 100 個の個別のプレス加工および溶接部品を置き換えたことは、自動車業界全体で大きな関心を集めています。トヨタ、ボルボ、ゼネラルモーターズ、およびいくつかの中国の OEM も同様のプログラムを発表しています。この鋳物は、構造用巨大鋳造用に特別に開発された Al-Si-Mg 合金を使用したカスタム高真空ダイカストを使用しており、熱処理なしで鋳造のまま 10% 以上の伸びと 250 MPa 以上の引張強度を達成します。この開発は、年間 100,000 ユニットを超える量の車体構造製造の経済性を根本的に変えます。
3D プリントされた砂型と中子
珪砂型のバインダー ジェット プリンティング (ExOne/Desktop Metal、Voxeljet、および Viridis3D のシステムを使用) により、砂型鋳造からパターン作成ステップが削除され、従来の方法では幾何学的に中抜きが不可能な内部通路を備えた複雑なアルミニウム鋳物の単体生産が可能になりました。 CAD ファイルから最初の鋳造部品までのリードタイムは現在です 3~5営業日 従来のパターンとツールの場合は 4 ~ 8 週間ですが、プリントされた砂型では 4 ~ 8 週間かかります。 Ford、John Deere、およびいくつかの航空宇宙企業は、試作および少量生産のアルミニウム鋳造に印刷砂型を使用しており、部品コストは複雑な形状の機械加工による代替品と比べて競争力があります。
リアルタイムのプロセス監視と AI 品質管理
ダイカストマシンに組み込まれたセンサーアレイは、ショット圧力プロファイル、金型表面温度、金属速度データをミリ秒の解像度で取得できるようになりました。過去の欠陥データに基づいてトレーニングされた機械学習モデルは、部品がダイから取り外される前にショット プロファイル シグネチャから収縮気孔率とコールド シャット確率を予測できるため、X 線検査なしで仕様外のショットを自動的に拒否できます。複数のティア 1 自動車鋳造サプライヤーが報告 スクラップ率が 30 ~ 50% 削減 このようなリアルタイム監視システムを導入すると、コストの削減と持続可能性の指標の向上に直接つながります。
電気自動車の熱管理のための合金開発
EV バッテリーの冷却プレートには、高い熱伝導率、優れた耐圧性 (気孔のない)、ろう付け接合の形成能力を備えたアルミニウム鋳造合金が必要です。標準 A380 の熱伝導率は約 96W/m・K — 適切だが最適ではない。鉄と銅の含有量が制御された Al-Si-Mg 系の新しい合金が、Novelis、Constellium、Impol などの企業によって開発されており、鋳放し状態で 160 W/m・K 以上の導電率を達成し、よりコンパクトで効率的な液冷バッテリー システムを可能にします。これは合金研究の活発な分野であり、2022 年から 2024 年にかけて複数の特許が申請されています。
アルミ鋳造プロジェクトに関するよくある質問
裏庭の炉と生砂型を使用する初心者にとって、リサイクルされたピストン (通常は 4032 または 2618 合金) またはきれいな A356 インゴットはどちらも優れた出発点です。どちらも一般的な裏庭注入温度 700 ~ 730°C で良好な流動性を示し、どちらも重大な毒性のある合金添加物を含んでいません。 A356 は、シリコン含有量により低温でも流動性が向上するため、砂中の水分に対して若干耐性があります。電子部品やコーティングされた部品からの不明なスクラップは避けてください。はんだ、亜鉛ダイカスト、またはメッキからの汚染物質は、有毒なガスを発生させ、鋳造品質を低下させる可能性があります。
空隙には、溶存水素 (ガス空隙) と収縮の不十分な供給 (収縮空隙) という 2 つの根本原因があります。ガスの多孔性に対処するには、すべての金型材料と金属を乾燥した状態に保ち、カバー用フラックスを使用し、注入前に溶融物を脱気します。収縮気孔に対処するには、鋳物が凝固した後でもライザーが液体のままであるのに十分な大きさであることを確認してください。ライザーの弾性率は、最も重い鋳造セクションの弾性率を少なくとも 20% 上回る必要があります。重いセクションに隣接して冷やすと、局所的な凝固が促進され、収縮の要求が軽減されます。
最小肉厚は鋳造プロセスによって異なります。高圧ダイカストにより、最も薄い壁が実現します。 0.8 mm 高速金属射出による最適化された金型設計。インベストメント鋳造では 1.0 ~ 1.5 mm を確実に実現します。永久鋳型 (重力ダイ) 鋳造では最小 2 ~ 3 mm を処理します。砂型鋳造では通常、信頼性の高い充填を実現するために最小壁が 3 ~ 5 mm 必要ですが、熟練した鋳造オペレーターは、シリコン流動性の高い合金とゲートが適切に設定された型を使用して、より小さな部品で 2 mm を達成しました。
はい、多くのアルミニウム鋳造合金は溶接できますが、そのプロセスには注意が必要です。 A356 および 535 合金は、最も溶接可能な一般的な鋳造合金です。 4043 または 5356 フィラー ワイヤを使用したガス タングステン アーク溶接 (GTAW/TIG) が標準的な方法です。 A380 を含む HPDC 部品は、銅の含有量と溶接中に放出されるガスの多孔性のため、一般に構造用途では溶接できないと考えられています。鋳造アルミニウムを溶接する場合は、熱衝撃亀裂を減らすためにその領域を 150 ~ 200°C に予熱し、A356 の構造接合部には溶接後の応力除去を 175°C で 2 ~ 4 時間行うことをお勧めします。
リードタイムはプロセスやサプライヤーの所在地によって大きく異なります。 3D プリント砂型鋳物 (試作数量) の場合、最初の商品のリードタイムは 3~10営業日 確立されたサプライヤーから入手可能です。新しいパターンを使用した従来の砂型鋳造: パターンの製作に 4 ~ 8 週間、鋳造に 1 ~ 2 週間かかります。新しいツールを使用した HPDC: 金型の製造に 10 ~ 20 週間、その後、量産に 2 ~ 4 週間かかります。インベストメント鋳造: 金型製作に 8 ~ 16 週間、生産に 3 ~ 6 週間。高コストの迅速なツール プログラムにより、プレミアム サプライヤーの場合、これらのスケジュールを 30 ~ 50% 短縮できます。
砂型鋳造では、部品を取り出すために破壊される消耗品の砂型を使用します。これにより、複雑な形状や非常に大きな部品が可能になりますが、表面仕上げが低くなり、公差が広くなり、サイクル時間が遅くなります。ダイカストでは、永久硬化鋼の金型 (ダイス) を使用し、高圧下で金属を射出します。これにより、優れた表面仕上げ (1 ~ 2 μm Ra)、厳しい公差 (±0.05 ~ 0.15 mm)、および非常に高い生産速度 (30 ~ 120 秒サイクル) が実現されますが、工具コストが高く、部品数が約 10,000 個を下回ると経済的ではなくなります。砂型鋳造は、プロトタイプ、大型部品、少量生産に適しています。ダイカストは中小型精密部品の大量生産に優れています。
二次(リサイクル)合金を使用したアルミニウム鋳造は、利用可能なより環境に優しい金属加工プロセスの 1 つです。二次アルミニウムは一次アルミニウム生産のエネルギーのわずか 5% しか必要とせず、CO₂ 排出量の一部も発生します。アルミニウムはリサイクル性が高く、自動車分野でのリサイクル率は 90% 以上であり、多くの鋳造工場でのクローズドループの材料フローにより、一次金属を使用するプロセスよりも大幅に環境に優しいものとなっています。環境に関する主な懸念は、フラックスの使用(現代の鋳造工場では湿式スクラバーによって制御される)と機械加工作業におけるクーラント管理によるフッ化物の排出です。
A380 (3 ~ 4% の銅を含む) などの標準的な HPDC 合金は、一貫した品質の仕上げに陽極酸化されません。銅の含有量により、陽極酸化層に茶色または黒色の汚れが生じます。ダイカスト アルミニウムの陽極酸化外観表面の場合は、A360 (銅含有率 0.6% 未満) などの低銅合金、または特殊な化粧ダイカスト合金を指定します。 A356 および 535 合金はきれいに陽極酸化され、色の染料が均一に付着します。ダイカストが必要で、陽極酸化処理が指定されている場合は、工具の製作後に不適合を発見するのではなく、設計段階で鋳造サプライヤーと協力して適切な低銅合金を選択してください。




