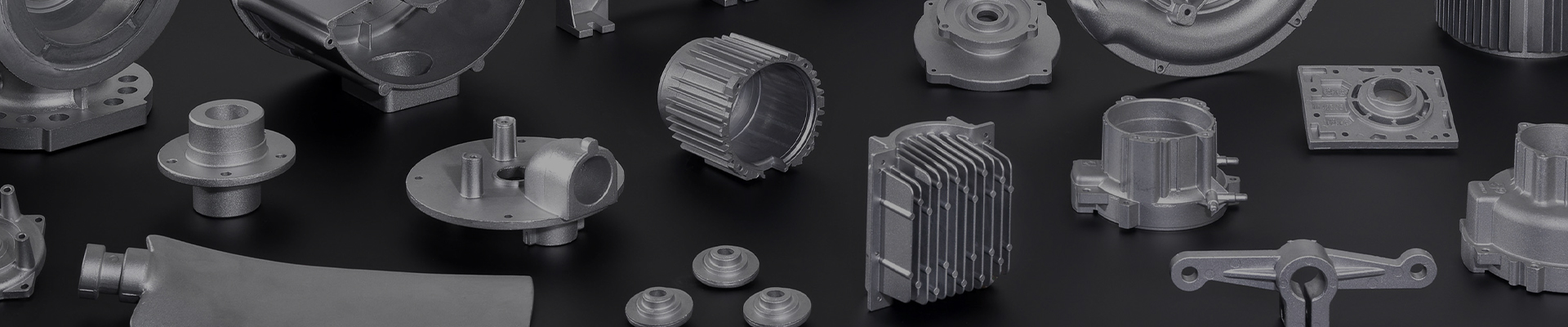



高精度高圧アルミニウムダイキャスティングオートパーツ
高精度の高圧アルミニウムダイキャスティングオートパーツは、自動車の重要なコンポーネントです。エンジン、トランスミッション、サスペンション、ブレーキなど、車のさまざまな部分で使用されます。これらの部品は、車の適切な機能に不可欠であり、高い基準の精度と耐久性を満たす必要があります。
高精度ダイキャスティングは、高圧を使用して溶融アルミニウムをダイキャビティに押し込み、正確な形状と構造を作成するプロセスです。このプロセスは、寸法精度を備えた強力で耐久性のある部分をもたらします。アルミニウムの使用も軽量の強度を提供します。これは、燃料効率を改善し、排出量を削減するために重要です。
自動車産業には、自動車部品の生産のために満たさなければならない一連の基準と規制があります。これらの標準は、部品の安全性と信頼性、ならびに耐久性とパフォーマンスを保証します。高精度の高圧アルミニウムダイキャスティングは、これらの基準を満たす非常に効果的なプロセスであり、自動車用途向けの強力で軽量で耐久性のあるソリューションを提供します。
高精度の高圧アルミニウムダイキャスティングオートパーツを使用すると、パフォーマンスと取り扱いの改善、騒音と振動の削減、全体的な燃料効率の向上など、他の利点も提供できます。自動車産業が進化し続け、パフォーマンスと効率性の向上を求めているため、高精度のアルミニウムダイキャスティング部品の使用は、これらの需要を満たす上で重要な役割を果たし続けます。









名誉証明書


メッセージフィードバック
住所 Dalun Mold Venture Park、Beilun、Ningbo、Zhijiang、China
電話 +86 13586867000
電子メール cindy@youyuandiecasting.com
2021 © すべての権利は Ningbo Beilun Youyuan Machinery Manufacturing Co., Ltd.
