簡単な答え: ダイカストの仕組み
ダイカスト これは、溶融金属を高圧下でダイと呼ばれる硬化鋼製の型に注入し、金属がキャビティの正確な形状に固まるまでそこに保持される金属成形プロセスです。固化すると、ダイが開き、エジェクター ピンが部品を押し出し、サイクルが再び始まります。単一のダイは、磨耗するまでにこのシーケンスを何十万回も繰り返すことができます。
このプロセスは主に、アルミニウム、亜鉛、マグネシウム、銅ベースの金属などの非鉄合金に使用されます。 射出圧力は通常 1,500 psi から 25,000 psi 以上の範囲です これにより、ダイカストでは、後から大がかりな機械加工を行わなくても、肉厚が薄く、公差が厳しく (多くの場合 ±0.002 インチ)、鋳造のままの滑らかな表面仕上げの部品を製造できます。
自動車用ブラケット、電子機器のハウジング、配管継手、家電製品の部品など、何万もの同一の金属部品が必要な場合、初期の工具コストを吸収すれば、ほとんどの場合、ダイカストが最もコスト効率の高い製造方法となります。
ダイカストプロセスのステップバイステップ
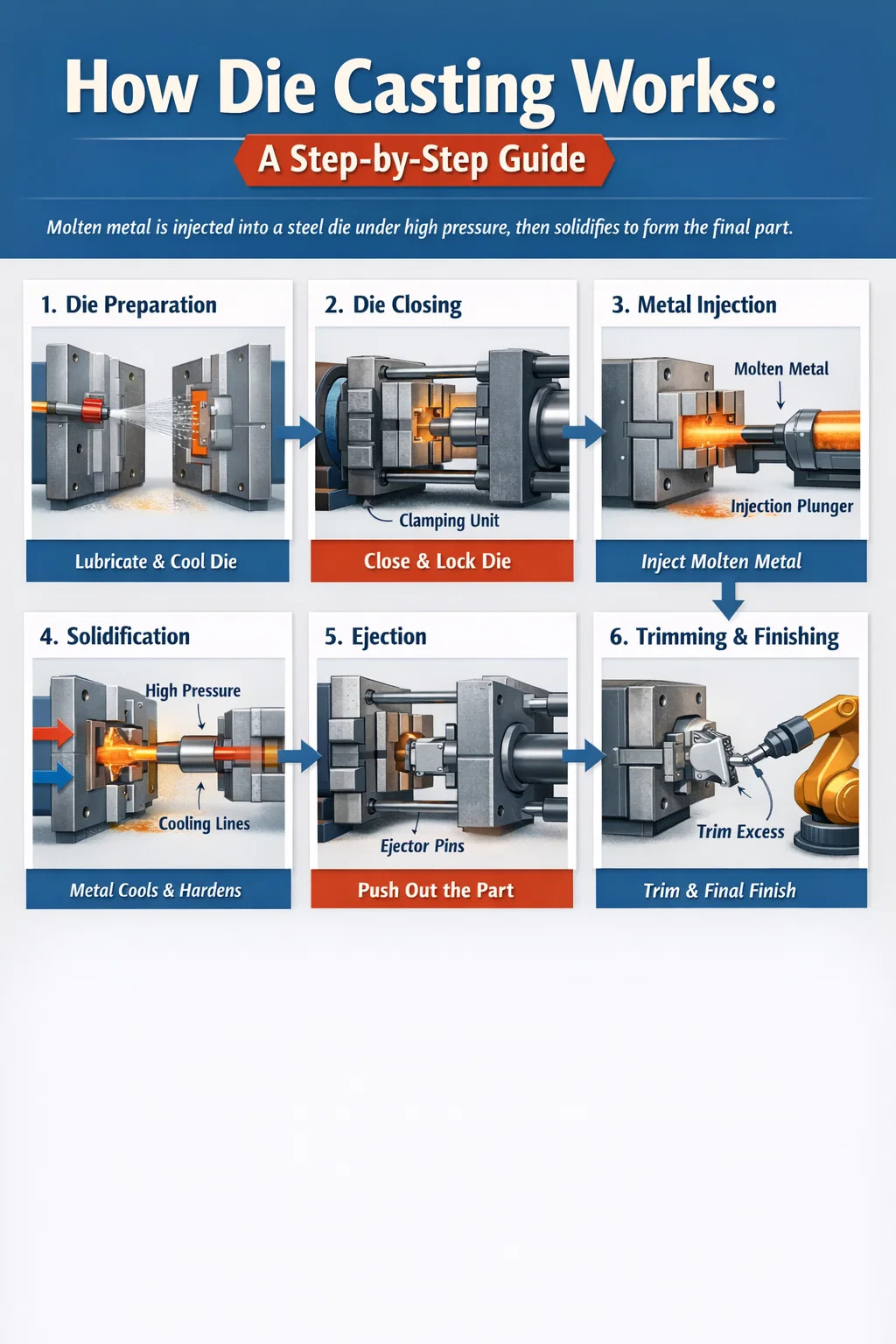
ダイカストがどのように行われるかを理解するには、生産サイクルの各段階をたどる必要があります。機械や合金が異なるとバリエーションが生じますが、基本的な順序は業界全体で一貫しています。
ステップ 1 — 金型の準備と潤滑
各ショットの前に、金型の半分に潤滑剤または離型剤がスプレーされます。これには 2 つの目的があります。1 つは固化した鋳物がくっつかずにきれいに取り出せるようにすること、もう 1 つは金型表面をわずかに冷却して一貫した熱プロファイルを維持することです。水性金型潤滑剤は、煙を減らし環境規制に準拠しているため、現代の店舗では最も一般的に選択されています。スプレー サイクルには通常 2 ~ 5 秒かかり、大量ラインでは自動化されます。
ステップ 2 — 型の閉じとクランプ
ダイカストマシンは、2 つの金型を大きな力で締め付けます。この型締力はトン単位で測定され、射出中に加圧された溶融金属が金型面に及ぼす力を超える必要があります。 定格 500 トンの機械は、500 トンの型締力で金型を閉じた状態に保持します。 機械の範囲は、小さな亜鉛部品の 100 トン未満から、大型のアルミニウム構造部品の 4,000 トン以上まで多岐にわたります。クランプ力が不十分な場合、溶融金属がダイ半体の間から勢いよく流れ出て、部品上に薄いフィンが形成され、工具が損傷する可能性があります。
ステップ 3 — 金属の注入
これが決定的なステップです。溶融金属は、部品の形状に流れを導くチャネル システム (スプルー、ランナー、ゲート) を通って金型キャビティに押し込まれます。コールドチャンバーマシンでは、測定された金属のショットが取鍋に入れられるか、自動的にショットスリーブに注がれ、油圧プランジャーが金属を前方に駆動します。ホットチャンバーマシンでは、射出機構が溶融金属バスに浸漬され、正確な装入物を直接引き出します。射出速度は段階的に調整できます。遅い第 1 段階でランナー システムを充填し、早い第 2 段階で成形品キャビティを充填して早期固化を防ぎます。 キャビティ自体の充填時間は、多くの場合 10 ~ 100 ミリ秒です。
ステップ 4 — 強化と固化
キャビティが充填された直後、機械は増圧圧力 (二次的なより高い圧力サージ) を適用して、より多くの金属を詰め込み、鋳物が凝固するときの収縮を補償します。この圧力は、壁の厚さと合金に応じて、滞留時間 (通常は 1 ~ 30 秒) 維持されます。ダイ自体はヒートシンクとして機能します。内部の冷却チャネルには水またはサーマルオイルが運ばれ、熱を迅速かつ一貫して抽出します。冷却が速いと、サイクル時間が短縮され、完成品の微細構造が可能になります。
ステップ 5 — 型開きと部品の取り出し
金属が十分に固まると、クランプユニットが後退し、ダイの半分が分離します。抜き勾配と形状がそのように設計されているため、鋳物は半分 (エジェクターの半分) に残ります。エジェクターピン (金型にセットされた硬化鋼棒) が前進し、部品を押し出します。ピンは、鋳物の非重要な表面に小さな円形の証跡を残します。ロボットまたは人間のオペレーターが部品を取り外すと、サイクルが再開されます。
ステップ 6 — トリミングと仕上げ
生の鋳物はランナーとゲート システムに取り付けられて出てくるため、パーティング ラインに沿って薄いバリがあることがよくあります。油圧プレスのトリムダイにより、ランナーと余分なバリを一気に切断します。さらなる仕上げは用途に応じて異なります。化粧表面のショットブラスト、ネジ穴や精密な穴の CNC 加工、構造用アルミニウム合金の熱処理、陽極酸化、粉体塗装、クロムメッキなどの表面コーティングなどです。
ホットチャンバーとコールドチャンバーのダイカスト
2 つの主要な機械タイプは、それぞれ異なる範囲の合金に適しています。特定の材料に対して間違ったタイプを選択すると、機械が壊れたり、低品質の部品が製造されたりする可能性があります。
| 特徴 | ホットチャンバー | コールドチャンバー |
|---|---|---|
| インジェクションシステムの位置 | 溶融金属に浸漬 | 炉から離す |
| 適合合金 | 亜鉛、マグネシウム、鉛、錫 | アルミニウム、真鍮、マグネシウム(高温用) |
| サイクル速度 | 高速化 (亜鉛の場合は最大 18 ショット/分) | 遅い(手動取鍋では時間がかかります) |
| 最大射出圧力 | ~2,500 psi | 最大 25,000 psi |
| 部品サイズ範囲 | 小規模から中規模 | 小さいものから非常に大きいものまで |
| 気孔率の傾向 | 下位 | 中程度 (プロセス制御によって管理) |
アルミニウムは一般的な鋳造温度で鉄を溶解し、鋼製グースネックや浸漬射出システムのプランジャーを急速に侵食するため、ホットチャンバー機械はアルミニウムでは使用できません。コールド チャンバー機械はアルミニウム ダイカストに最適です。金属は別の保持炉で溶解され、射出直前にのみショット スリーブに入るため、露出時間が制限されます。
ダイカストに使用される材料
合金の選択は、機械の種類、金型の材質、サイクル時間、最終部品の特性など、プロセスにおけるほぼすべての決定を左右します。これらは、商業ダイカスト作業で最も一般的に見られる 4 つのファミリーです。
アルミニウム合金
アルミニウムが大まかに占める 重量ベースで全ダイカスト生産量の80% 北米では。最も広く使用されている合金は、A380、A383、および A360 です。 A380 は、鋳造性、強度 (最高引張強度約 47,000 psi)、耐食性の優れたバランスを備えており、自動車および家電製品のハウジングのデフォルトの選択肢となっています。自動車メーカーが燃費とEV航続距離の目標を達成するために軽量コンポーネントを求める中、アルミニウムの低密度(鋼鉄の約3分の1)は需要の主な推進力となっている。欠点は、鋳造温度が高いこと (約 1,200°F / 650°C) で、亜鉛に比べて金型の寿命が短くなります。
亜鉛合金
亜鉛合金 (Zamak 3、Zamak 5、ZA-8) ははるかに低い温度 (約 780°F / 415°C) で鋳造されるため、工具の寿命が劇的に長くなります。アルミニウム金型のショット数が 100,000 ~ 400,000 回であるのに対し、多くの場合 100 万ショットを超えます。亜鉛部品は、非常に薄い壁 (最小 0.4 mm) と非常に細かい表面のディテールで鋳造できるため、装飾用のハードウェア、ロック本体、および小型の精密機械部品に使用されます。 亜鉛はアルミニウムよりも密度が高いですが、加工コストが低く、工具寿命が長いため、大量の小型部品の場合はより経済的です。
マグネシウム合金
マグネシウムは一般にダイカストで作られる構造用金属の中で最も軽量で、体積でアルミニウムより約 33% 軽いです。 AZ91D や AM60B などの合金は、重量が主な要因となる自動車の内装構造、ラップトップのシャーシ、電動工具の本体に使用されています。マグネシウムは、特定の合金と必要な部品サイズに応じて、ホットチャンバー機械またはコールドチャンバー機械のいずれかで処理できます。生産に関する重要な考慮事項の 1 つは、マグネシウムは細かく粉砕された状態では可燃性であるため、スクラップやチップは慎重に取り扱い、施設内には専用の消火システムが必要です。
銅系合金(黄銅、青銅)
銅合金は、多くの場合 1,650°F (900°C) を超える最高の鋳造温度を必要とし、これにより金型の寿命が大幅に短縮され、エネルギーコストが増加します。ただし、真鍮および青銅のダイカストは、優れた耐食性、良好な導電性、高級な外観を備えているため、配管継手、電気コネクタ、建築ハードウェアとして価値があります。銅合金ダイカストは、中量部品の場合、同等のコストでその特性の組み合わせに匹敵する材料が他にないため、総生産量に占める割合は小さいものの、継続的に占めています。
金型の設計とツーリング
金型はダイカストプロセスの中で最も資本集約的な要素であり、その設計は部品の品質、サイクルタイム、生産の経済性を直接決定します。不適切に設計された金型は、いくら機械を調整しても完全には解決できない問題を引き起こします。
金型材料
ダイカスト工具は、ほとんどの場合、約 44 ~ 48 HRC に硬化された H13 熱間工具鋼で作られています。 H13 が選択されたのは、熱疲労、つまり、数千サイクル以内に弱い鋼に亀裂が生じる繰り返しの加熱と焼入れに耐えられるためです。より厳格な化学制御と真空アーク再溶解 (VAR) 処理を備えたプレミアム グレードの H13 は、金型の寿命を大幅に延長できます。非常に大量のアルミニウム生産では、一部の作業では DIN 1.2367 などの改質鋼や、工具サプライヤーが開発した独自のグレードを使用します。
ゲートおよびランナー システムの設計
金属がキャビティに入る場所、つまりゲートの位置によって、充填パターン、空気の閉じ込め、収縮が制御されます。シミュレーション ソフトウェア (Magmasoft、ProCAST、Flow-3D) は現在、金型設計の標準的な手法となっており、エンジニアは単一の鋼片を切断する前に、金属の流れをモデル化し、コールド シャットを予測し、気孔が形成される可能性がある場所を特定し、ゲートとオーバーフロー ウェルの配置を最適化できます。 ツールの製造前にシミュレーションに投資すると、通常は高価な金型の修正が必要となる問題が発見され、コストを大幅に節約できます。
抜き勾配とパーティング ライン
ダイカストのすべての垂直壁には、引きずったりくっついたりすることなく部品を金型から取り外せるように、抜き勾配 (わずかなテーパー) が必要です。一般的な抜き勾配は、外部表面では 1° ~ 3°、内部コアでは 2° ~ 5° です。特別なコーティングや幾何学的なトリックを使えば、ゼロドラフト壁は理論的には可能ですが、コストとリスクが追加されます。パーティング ラインは、2 つのダイの半分が交わる場所です。正しく配置するとバリが最小限に抑えられ、ツールの構築が簡素化され、化粧面の制御が容易になります。
冷却システムの設計
ダイス鋼に開けられた内部冷却チャネルには、温度制御された水が流れます。熱が集中する部品の厚い部分に対するそれらの配置によって、鋳造物がどの程度均一に凝固するか、またサイクルをどのくらい速く実行できるかが決まります。コンフォーマル冷却(真っすぐに穴あけするのではなく、ダイキャビティの輪郭に沿ったチャネル)は、積層造形インサートによって製造されることが増えており、クリティカルゾーンでのより積極的な熱抽出が可能になり、一部のアプリケーションではサイクルタイムが15〜25%短縮されます。
主要なプロセスパラメータとその制御方法
ダイカストは、一度設定したら後は忘れるという作業ではありません。安定した高品質のプロセスには、さまざまな相互依存変数のアクティブな監視と制御が必要です。
- 金属温度: 熱すぎると収縮気孔率が増加し、金型の浸食が増加します。冷たすぎるとミスランや冷間停止の原因になります。アルミニウムは通常、部品の形状と壁の厚さに応じて 1,250°F ~ 1,350°F (677°C ~ 732°C) で注入されます。
- 射出速度: 第 1 段階の (遅い) 速度がランナーを満たす。第 2 段階の (速い) 速度がキャビティを満たす。ゲート速度 (金属がゲートを通過して部品に入る速度) は、通常、アルミニウムの場合、100 ~ 180 フィート/秒が目標です。
- 増圧圧力: キャビティ充填直後にこの圧力を加えると、凝固中の金属が圧縮されて収縮ボイドが減少します。アルミニウムの一般的な増圧圧力は 8,000 ~ 15,000 psi です。
- 金型温度: 生産部品を実行する前に、金型は熱平衡 (通常、アルミニウムの場合は 300°F ~ 500°F (150°C ~ 260°C)) に達して維持する必要があります。コールドダイは表面欠陥の原因となります。ダイが過熱するとサイクル時間が延長され、熱疲労が加速します。
- バキュームアシスト: 一部のダイカストセットアップでは、金型キャビティに接続された真空ラインを使用して、射出前に空気を排出します。空気を除去すると、ガスの気孔率が減少し、部品内にガスを閉じ込めることなく射出速度を高めることができます。これは、熱処理または溶接される構造コンポーネントにとって特に有益です。
最新のダイカストマシンは、すべてのショットのプロセスデータ (プランジャーの位置、速度、圧力曲線) をリアルタイムで記録します。統計的プロセス管理チャートは、パラメータが設定された制限を超えた場合にフラグを立てるため、プロセス エンジニアはスクラップ率が上昇する前に問題を修正できます。
ダイカストのよくある欠陥とその原因
欠陥メカニズムを理解することは、プロセスのトラブルシューティングの中心となります。ほとんどの欠陥は、比較的少数の根本原因に遡ります。
気孔率
最も一般的なダイカストの欠陥。 2 つのタイプが存在します。1 つは充填中に閉じ込められた空気または溶存水素によって引き起こされる気体多孔性、もう 1 つは凝固時に収縮する部分に金属を供給するのに不十分な金属によって引き起こされる収縮気孔です。ガスの多孔性は通常、表面付近または最後に充填された領域に丸い空隙として現れます。収縮気孔は、厚い断面に不規則なギザギザの空隙として現れます。改善策には、真空補助、最適化されたゲート設計、調整された増圧圧力、および部品の再設計による肉厚の削減が含まれます。
コールドシャットとミスラン
コールド シャットは、2 つの金属フロー フロントが合流するものの、結合する前に冷却しすぎたため適切に融合しなかった鋳造表面に目に見える線として表示されます。ミスランは不完全な充填、つまり固化する前に単に十分な金属を受け入れられなかったキャビティの一部です。どちらも、不十分な金属温度、低すぎる射出速度、不十分な金属量、または過剰な金型冷却によって引き起こされます。通常、金属温度、射出速度、またはショット重量を増加させると、これらの欠陥が解決されます。
はんだ付けとダイの侵食
はんだ付けは、アルミニウム合金がダイス鋼に付着し、取り出し時に部品表面から材料を引き剥がし、最終的にはダイス上に堆積物を蓄積するときに発生します。これは、金型鋼内の溶融アルミニウムと鉄の間の化学反応によって引き起こされ、同じ金型表面に繰り返し衝撃を与える高い金属温度と高いゲート速度によって加速されます。保護コーティング (窒化、TiAlN などの PVD コーティング)、ダイ温度制御、および最適化された潤滑により、はんだ付け頻度が減少します。ひどい場合には、金型の研磨や溶接の修理が必要になります。
フラッシュ
フラッシュは、ダイ半体の間またはエジェクタ ピンの周囲に押し出される薄い金属フィンです。これは、不十分な型締力、パーティング ライン表面の磨耗または損傷、または過剰な射出圧力によって発生します。小さなバリはトリムプレスで除去されます。持続的なフラッシュは、悪化する前に修正が必要なマシン、ダイ、またはプロセス パラメータの問題を示します。
バリエーションと先進のダイカスト工法
従来の高圧ダイカストを超えて、いくつかのプロセスバリアントは、標準の鋳造では満たせない特定の部品要件や品質目標に対応します。
真空ダイカスト
真空ダイカストでは、射出直前に専用の真空バルブを通じて金型キャビティ内の空気を真空にします。先進的なシステムでは、キャビティ内の残留空気圧は 50 mbar 未満に低減されます。その結果、ガス気孔率が劇的に低下し、鋳物の熱処理 (T5 または T6) や溶接が可能になります。これは標準のダイカストでは確実に達成できない機能です。ショックタワー、B ピラー、バッテリー エンクロージャーなどの自動車構造部品は、この方法で作られることが増えています。
半固体ダイカスト(チクソキャスティングおよびレオキャスティング)
半固体処理では、金属は液相線と固相線の間の温度、つまり部分的に凝固したスラリー状の状態で射出されます。金属の粘性が高く、乱流が少なく、層状にダイに充填されるため、ガスの閉じ込めが大幅に減少します。レオキャスティングまたはチクソキャスティングによって製造された部品は、形状によっては鍛造部品の気孔率レベルに近づく可能性があります。このプロセスは従来のダイカストよりも複雑でコストがかかるため、航空宇宙、モータースポーツ、高級自動車用途の高価値部品に限定されています。
スクイーズキャスティング
スクイーズキャスティングでは、射出速度ははるかに低くなりますが、非常に高い圧力 (多くの場合 10,000 ~ 30,000 psi) が適用され、凝固全体にわたって保持されます。高い持続圧力により気孔率が抑制され、微細構造が微細化され、鍛造品に近い機械的特性を備えた鋳物が製造されます。 高性能車両用のアルミホイールは、スクイズ鋳造が一般的です。 従来のダイカストよりもサイクルタイムが長く、圧力分散のためにより慎重な金型設計が必要なプロセスです。
メガキャスティング (ギガキャスティング)
主に電気自動車業界によって推進されている最近の開発であるメガ鋳造では、6,000 トン以上の機械を使用して単一のアルミニウム構造鋳物を製造し、数十の打ち抜きおよび溶接された鋼部品のアセンブリを置き換えます。テスラは、約 70 個の個別部品を 1 つのショットに統合するリア アンダーボディの鋳造でこのアプローチを普及させました。他のいくつかの自動車メーカーは現在、同様の大型ダイカストセルを試運転または稼働させています。経済的なケースは、工具数の削減、組み立てラインの簡素化、接合コストの削減にかかっていますが、非常に多額の機械の先行投資が必要です。
ダイカストと他の金属鋳造プロセス
ダイカストは金属部品を鋳造する唯一の方法ではなく、常に正しいとは限りません。代替案と比較してそれがどこに適合するかを理解することは、特定のプロジェクトに適切なプロセスを選択するのに役立ちます。
| プロセス | 工具コスト | 部品あたりのコスト (大量) | 寸法精度 | 最適な用途 |
|---|---|---|---|---|
| 高圧ダイカスト | 高額 ($20,000 – $200,000) | 非常に低い | 素晴らしい | 大量生産の非鉄部品 |
| 永久鋳型鋳造 | 中等度 | 低い | 良い | 中程度の体積、より厚い壁 |
| インベストメント鋳造 | 中等度 | 高 | 非常に高い | 複雑な形状、鉄合金、航空宇宙 |
| 砂型鋳造 | 低い | 中等度 to high | 悪いからまあまあ | 低い volume, large parts, iron/steel |
通常、決定はボリュームによって決まります。 アルミニウム部品用のダイカスト工具は、複雑さに応じて通常 30,000 ドルから 150,000 ドルの費用がかかります。 この投資は、年間 50,000 個以上の部品であれば意味がありますが、数百個の場合には正当化するのが困難です。少量生産の場合は、部品あたりのコストは高くなりますが、砂型鋳造またはインベストメント鋳造の方が経済的です。鉄合金 (鋼、鉄) の場合、一般にダイカストはまったく使用されず、インベストメント鋳造、砂型鋳造、または鍛造が適切な選択となります。
ダイカストが主流の産業と用途
ダイカストの速度、精度、ネットシェイプ機能の組み合わせにより、ダイカストは複数の業界の幅広い製品カテゴリのデフォルトの製造プロセスとなっています。
- 自動車: エンジン ブロック (一部の構成)、トランスミッション ハウジング、オイル ポンプ ボディ、ブラケット アセンブリ、ドア ハンドル、ミラー ハウジング、ホイール (スクイズ キャスト)、およびますます大型化しているホワイトの構造ボディ コンポーネント。自動車はダイカストの最大の単一市場であり、金額ベースで北米生産の50%以上を占めています。
- 家庭用電化製品: ラップトップやタブレットのシャーシ、スマートフォンの内部フレーム、カメラ本体、ヒートシンク構造は、アルミニウムの軽さ、熱伝導性、構造的剛性の組み合わせの恩恵を受けています。
- 産業用機器: ギアボックス ハウジング、ポンプ本体、モーター ハウジング、およびバルブ本体は、一貫した肉厚と耐圧完全性を備えて大量に生産されます。
- 通信インフラ: 5G 基地局のエンクロージャと熱管理コンポーネントには、EMI シールド、熱性能、寸法安定性を組み合わせるためにアルミニウム ダイカストが使用されています。
- 配管と空調: 真鍮およびアルミニウムのダイカスト継手、バルブ、マニホールド ブロックは、毎年何百万もの住宅および商業建築物に設置されています。
- 電動工具と電化製品: 電動工具、芝生機器、家電製品のモーター ハウジング、ギア ケース、構造フレームは、高い生産率での厳しい公差と良好な表面仕上げを実現するためにダイカストに依存しています。
公差、表面仕上げ、リードタイムに関して予想されること
ダイカスト部品を指定するバイヤーとエンジニアは、二次加工なしでプロセスで何が実現できるか、何が実現できないかについて現実的な予測を必要とします。
寸法許容差
ダイカストは砂型鋳造や永久鋳型鋳造よりも厳しい公差を実現しますが、精密な機械加工プロセスではありません。アルミニウムの場合、鋳造時の公差は 1 インチあたり ±0.003 ~ ±0.005 インチが一般的です。より厳密な制御が必要なフィーチャ(ベアリングの穴、ねじ穴の位置、合わせ面)には、鋳造後に CNC 加工が必要です。北米ダイカスト協会 (NADCA) は、ダイカスト部品を指定するための業界の参考となる詳細な公差基準を発行しています。
表面仕上げ
ダイカストアルミニウムの鋳放し表面は、通常 63 ~ 125 Ra マイクロインチ (1.6 ~ 3.2 Ra マイクロメートル) の範囲にあり、これ以上の仕上げを行わなくても、ほとんどの機能および外観の目的には十分に滑らかです。亜鉛ダイカストは、さらに微細な鋳放し表面を実現でき、電気メッキを直接施すことができるため、クロムまたはニッケルメッキされる装飾用ハードウェアに好まれます。
ツーリングのリードタイムと部品のリードタイム
適度に複雑なアルミニウム ダイカスト金型の金型製作には、通常、時間がかかります。 8~14週間 デザインの承認から最初のショットまで。シンプルなツールはより速く完了できます。大型、複数キャビティ、または複雑な金型の場合は、16 ~ 20 週間かかる場合があります。ツールが実証され、生産されると、部品のリードタイムは実行数量とスケジュールによって異なりますが、標準注文の場合は通常 3 ~ 6 週間です。大量の専用ラインでは、生産スケジュールが確立されれば、より短期間で部品を出荷できます。