6061 アルミニウムはダイカストできますか?直接的な答え
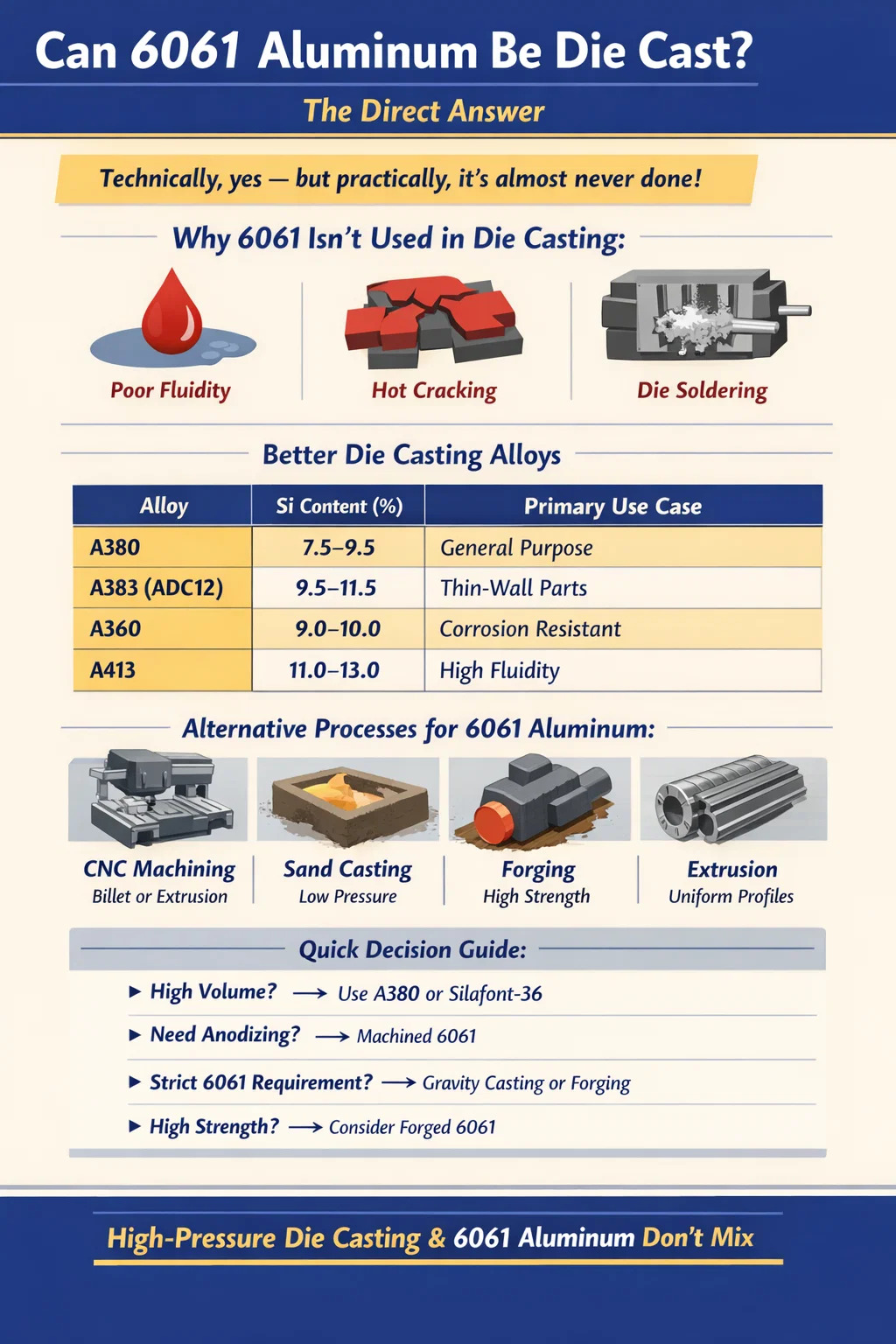
技術的にはそうですが、実際の製造では、 6061 アルミニウムはダイカストではほとんど使用されません 、そしてほとんどのダイカスト施設はそれをしないようアドバイスします。その理由は合金の化学にあります。 6061 は鍛造アルミニウム合金です。つまり、高圧下でスチール金型に射出成形するためではなく、押出、圧延、鍛造などのプロセス用に特別に設計されたものです。マグネシウムとシリコンの含有量は、熱処理後の構造性能には優れていますが、ダイカスト環境では深刻な問題を引き起こします。つまり、流動性の低下、高温割れの傾向、およびスクラップ率と工具コストを押し上げるダイのはんだ付けの問題です。
主流を占めるアルミニウム合金は、 ダイカスト 業界はプロセスのために目的を持って設計されています。 A380、A383、A360、および ADC12 は、世界中のアルミニウム ダイカストの圧倒的多数を占めています。これは、そのシリコン含有量 (通常 8% ~ 12%) が、ダイカストに必要な溶融流動性、熱挙動、凝固特性を備えているためです。 6061 にはシリコンが 0.4% ~ 0.8% しか含まれていません 、信頼性の高い大量のダイカストに必要な閾値をはるかに下回っています。
この記事では、なぜ 6061 がダイカストでそのような挙動をするのか、どのような代替手段が存在するのか、どのようなシナリオで別の合金を選択するか、またはまったく別のプロセスを選択することでより低コストでより良い結果が得られるのかについて説明します。
6061 アルミニウムを理解する: 合金組成とその意味
6061 アルミニウムは 6xxx シリーズの合金であり、主な合金元素がマグネシウム (Mg) とシリコン (Si) であることを意味します。標準構成範囲は以下の通りです。
| 要素 | 構成範囲(%) | 合金における役割 |
|---|---|---|
| シリコン(Si) | 0.40~0.80 | Mg₂Si析出物による強化 |
| マグネシウム(Mg) | 0.80 – 1.20 | 主な強化要素 |
| 銅(Cu) | 0.15~0.40 | 強度が向上し、耐食性がわずかに低下します |
| クロム(Cr) | 0.04~0.35 | 粒子構造制御 |
| 鉄(Fe) | 最大0.70 | 付随的;不純物として管理される |
| アルミニウム(Al) | バランス (~96–99) | 卑金属 |
Mg と Si の組み合わせにより、熱処理 (T4 または T6 焼き戻し) 中にケイ化マグネシウム (Mg₂Si) の析出物が形成されます。これが、6061-T6 によく知られている約 100 の引張強さを与えます。 310 MPa (45,000 psi) 。この析出硬化反応は合金の最大の利点の 1 つですが、これは後処理の利点であり、鋳造の利点ではありません。
対照的に、シリコン含有量が低いということは、溶融合金の粘度が高く、凝固範囲が狭いことを意味します。金型に流し込んだり射出した場合、薄い壁や複雑な形状には容易に流れ込みません。その結果、不完全な充填、コールドシャット、気孔が発生します。これらの欠陥は、構造部品や耐圧ダイカスト部品にとって特に問題となります。
6061 がダイカスト工程でパフォーマンスが悪い理由
ダイカストは高圧、高速のプロセスです。溶融アルミニウムは、通常次の範囲の圧力でスチール金型に射出されます。 10,000 ~ 30,000 psi (69 ~ 207 MPa) 、ミリ秒単位で測定された充填時間で。合金はランナーとゲートを瞬時に流れ、薄い部分を完全に満たし、予測どおりに固化する必要があります。 6061 は、この環境に複数の障害ポイントを作成します。
メルトの流動性が悪い
アルミニウム鋳造合金の流動性は、主にシリコン含有量によって決まります。シリコンは融点を下げ、液体と固体の温度範囲を広げ、溶融物の表面張力を低下させます。 A380 のようなダイカスト合金には、約 8.5% のシリコンが含まれています。 6061 は 1% 未満しか含まれていません。流動性テスト (スパイラル流動性テストなど) では、A380 は同じ条件下で 6061 溶融物の 2 ~ 3 倍の長さを一貫して充填します。 2 mm 未満の薄肉セクションを 6061 で確実に充填することは基本的に不可能になります。
凝固時の高温割れ
6061 は凝固範囲が広く、液相線 (約 652 °C) と固相線 (約 582 °C) の間のギャップは約 70 °C です。この半固相の間、合金は高温引裂に対して脆弱です。部分的に固化した骨格は収縮しますが、液体金属は残りのチャネルを十分に速く流れることができず、それを補うことができません。その結果、内部亀裂が発生します。 高シリコンダイカスト合金は凝固範囲が狭い これは、金属が液体から固体により迅速かつ均一に変化し、高温割れのリスクが劇的に減少することを意味します。
ダイはんだ付けおよび工具の損傷
ダイはんだ付けは、アルミニウムがスチールダイの表面に接着するときに発生します。ダイ内の鉄分は溶融物中のアルミニウムと反応して、ダイ表面に鉄-アルミニウム金属間化合物 (Fe-Al IMC) を形成します。シリコンは緩衝剤として機能します。シリコンは鉄と優先的に反応して、付着性が低く、剥離しやすい Fe-Si 相を形成します。 6061 はシリコンが少ないため、ダイ面にはんだ付けされやすくなります。これにより、突出力が増加し、鋳造品の表面欠陥が発生し、金型の浸食が促進されます。ダイカスト試験における 6061 の金型寿命は次のように報告されています。 かなり短い 標準的なダイカスト合金と比較して。
熱治療の合併症
6061 の主な魅力の 1 つは、T6 熱処理に対する応答性であり、焼きなまし状態の約 125 MPa (18,000 psi) から約 310 MPa (45,000 psi) まで引張強度が向上します。しかし、ダイカスト部品は、互換性のある合金であっても、ダイ内の急速な凝固によってガスの気孔が閉じ込められるため、熱処理が難しいことで知られています。多孔質ダイカストを約 530°C の温度で溶体化処理すると、閉じ込められたガスが膨張し、表面に膨れが発生します。 6061 ダイカストもこれと同じ問題に直面することになりますが、鋳造中にすでに流動性と亀裂の問題を抱えていました。最終的な結果は、6061 の想定される強度上の利点は、いずれにしてもダイカストでは確実に実現できないということです。
実際にダイカストに使用されるアルミニウム合金とは
ダイカスト業界は、信頼性の高い高品質の結果を一貫して提供するアルミニウム合金の短いリストに落ち着きました。当初 6061 を中心に設計された部品にダイカストを採用するかどうかを評価する場合、これらの代替案を理解することが不可欠です。
| 合金 | Si含有量(%) | UTS(MPa) | 主な使用例 |
|---|---|---|---|
| A380 | 7.5 – 9.5 | ~317 | 汎用;世界で最も広く使用されているダイカスト合金 |
| A383 (ADC12) | 9.5~11.5 | ~310 | 複雑な薄肉部品。 A380よりも優れた流動性 |
| A360 | 9.0~10.0 | ~317 | 耐圧性、耐食性 |
| A413 | 11.0~13.0 | ~296 | 最高の流動性。油圧コンポーネント、複雑な鋳物 |
| シラフォント-36 (Al-Si-Mg) | 9.5~11.5 | 最大 ~350 (T5/T7) | 自動車構造用ダイカスト。熱処理可能 |
| 6061 | 0.40~0.80 | 310 (T6、鍛造) | 押出、鍛造、機械加工 – ダイカストではない |
A380 だけで推定 北米で生産されるアルミダイカスト全体の60%以上 。優れた機械的特性、優れた鋳造性、およびリーズナブルなコストの組み合わせにより、業界のデフォルトとなっています。設計者が高強度の熱処理可能なダイカスト アルミニウムを必要とする場合、Silafont-36 や Aural-2 などの合金を利用することが増えています。これらの合金は、良好なダイカストの挙動と時効硬化に対応する能力を組み合わせるためにゼロから設計されており、これは 6061 がダイカストの形状では提供できないものです。
エンジニアが 6061 を指定する場合と切り替える理由
多くの製品開発シナリオでは、エンジニアは 6061 に精通しているため、またはプロトタイプが 6061 ビレットから機械加工されたため、プロジェクトの初期段階で 6061 を指定します。生産量が増加し、コスト削減の点でダイカストが魅力的になると、6061 を維持するかどうかが本当の決定点になります。典型的な結果は、より互換性の高いダイカスト合金への切り替えですが、そのロジックは詳細に検討する価値があります。
機械的特性の要件
エンジニアは、引張強度が約 310 MPa、降伏強度が 276 MPa である 6061-T6 を指定することがよくあります。問題は、これらのプロパティがアプリケーションに実際に必要なのか、それとも馴染みに基づいて控えめに選択されたのかということです。ダイカスト A380 は、6061-T6 に非常に近い約 317 MPa の UTS と、約 159 MPa の降伏強度を達成します。構造ブラケットや耐荷重ハウジングなど、降伏強度が重要なパラメータである用途では、A380 では不十分な可能性があり、エンジニアには 2 つの選択肢があります。それを補うために肉厚を追加して形状を設計するか、T5/T7 処理後に降伏強度が 240 MPa 以上に達することができる Silafont-36 などの熱処理可能なダイカスト合金に切り替えることです。
耐食性
6061 は、特に海洋および屋外環境において優れた耐食性があることで知られています。 A380 には銅含有量が高く (最大 3.5%)、6061 に比べて耐食性が低下します。部品が塩水噴霧に耐える必要がある場合、またはコーティングなしで沿岸環境で使用される場合、A380 は表面処理が必要になる場合があります。 A360 は、より優れた耐食性を提供する低銅の代替ダイカスト合金であり、陽極酸化またはクロム酸塩処理コーティングがプロセスの一部である場合に指定されることがよくあります。
陽極酸化と表面仕上げ
6061 は非常によく陽極酸化されます。低鉄、低銅の組成により、透明で一貫した陽極酸化層が生成されます。ダイカスト合金、特にシリコン含有量が高い合金は、陽極酸化が不十分です。シリコン粒子は陽極酸化されずに残り、酸化層に濃い灰色または黒色の斑点として現れるため、装飾的な明るい陽極酸化はほぼ不可能です。 美的理由から部品に透明または着色陽極酸化処理が必要な場合、合金に関係なくダイカストは間違ったプロセスです。 6061 または類似の鍛造組成合金を使用した砂型鋳造または重力永久鋳型鋳造とそれに続く T6 処理は、適度な量の陽極酸化部品の場合に適した方法です。
被削性
6061は加工するのが楽しいです。きれいな切りくずを生成し、厳しい公差を保持し、ねじ切りやタッピングを良好に受け入れます。ダイカスト合金は一般に、砥粒シリコンを含有しているため、切削工具に対してより硬くなっていますが、A380 はダイカスト規格に照らして十分に機械加工可能です。鋳造後に大幅な後加工が必要な場合(たとえば、精密なボア穴、ねじ付きインサート、または厳しい平坦度公差など)、これを A380 を使用したダイカストと 6061 を使用した代替プロセスとの全体的なプロセスコストの比較に考慮する必要があります。
6061 アルミニウムの代替製造プロセス
6061 はダイカストには適していないため、6061 の材料特性を必要とするエンジニアは次の製造プロセスを検討する必要があります。それぞれの製造プロセスには、形状機能、表面仕上げ、コスト、および量の拡張性の点で独自のトレードオフがあります。
ビレットまたは押出材からの CNC 機械加工
少量から中程度の生産量(通常は年間 1,000 個未満の部品)の場合、6061 ビレットまたは押出材を機械加工することが最もコスト効率の高いアプローチとなることがよくあります。 6061 機械は高速で優れた工具寿命を実現します。有能な CNC ショップは、±0.025 mm (±0.001 インチ) の公差を日常的に保持できます。制限は、材料の無駄 (複雑な部品の場合、購入からフライの比率が高くなる可能性があります) と、複雑な形状のサイクル タイムです。大量生産の場合、部品あたりの機械加工コストは鋳造コストをすぐに上回ります。
砂型鋳造と永久鋳型鋳造
6061 は、砂型で鋳造することも、重力で永久鋳型に流し込むこともできます。これらのプロセスでは、ダイカストよりも射出圧力が低く、合金が金型に充填されるまでに時間がかかります。 砂型鋳造 6061 は航空宇宙産業および防衛産業で使用されています 、材料認証要件では、標準のダイカスト合金での代替を許可するのではなく、合金の組成と熱処理の応答性が義務付けられています。 T6 処理された 6061 砂型鋳物の降伏強度は通常 220 ~ 260 MPa の範囲にあり、鍛造値よりも若干低くなりますが、多くの構造用途には十分です。砂型鋳造の工具コストは低く (多くの場合 5,000 ドル未満)、年間 1 つのプロトタイプから数千の部品までの量の生産が可能です。
鍛造
6061 は、最も一般的に鍛造されるアルミニウム合金の 1 つです。鍛造により、部品の応力線に沿って粒子構造が整列し、鋳造部品と機械加工部品の両方を超える機械的特性が得られます。鍛造 6061-T6 は、次の引張強度を達成できます。 330 ~ 350 MPa および降伏強度 295 ~ 310 MPa — 標準の鍛造プレート仕様よりも大幅に高い。航空宇宙構造部品、自転車部品、および自動車サスペンション部品は、6061 から鍛造されることがよくあります。欠点は、鍛造金型が高価 (多くの場合、1 つの金型セットあたり 20,000 ドルから 80,000 ドル) であり、このプロセスは比較的単純な形状でアンダーカットのない部品に最適であることです。
押出成形
押し出しはおそらく 6061 のネイティブプロセスです。合金はダイを通って流れ、高速で長く一定の断面プロファイルが生成されます。押出ダイのコストは単純なプロファイルで 500 ~ 3,000 ドルであるため、少量でもこのプロセスを利用できるようになります。中空チャンバーを備えた複雑な断面も実現可能です。押し出された 6061 は、長さを調整する鋸引き、パンチング、穴あけ、曲げなどの二次操作により、完成した構造コンポーネントに変わります。制約は、断面が長さ方向に沿って均一でなければならないということです。押出成形では、ダイカストが達成するような 3 次元の複雑さを生み出すことができません。
チクソキャスティングおよびレオキャスティング(半固体加工)
半固体金属 (SSM) 処理はニッチですが関連性の高いオプションです。チクソキャスティングでは、チキソトロピー微細構造を備えた特別に調製された 6061 ビレットが半固体領域まで加熱され、金型に射出されます。この材料は部分的に固体であるため、従来のダイカストよりも乱流や気孔が少なく、より予測通りに流れます。調査研究により、 thixocast 6061-T6 は 280 ~ 310 MPa の引張強度を達成できます 、錬成されたベンチマークに非常に近い。制限はコストです。ビレット準備プロセス (SIMA または MHD 法) には費用がかかり、プロセスウィンドウが狭く、厳密な温度制御が必要です。 6061 の SSM 処理は、機械的性能と複雑な形状を共存させる必要がある自動車および航空宇宙部品に使用されていますが、主流の製造プロセスではありません。
高圧ダイカストと低圧および重力プロセス: 6061 の生存率への影響
6061 の課題は充填圧力と速度によって大きく異なるため、さまざまな鋳造プロセス ファミリを区別することは価値があります。
- 高圧ダイカスト(HPDC) : 射出圧力 10,000 ~ 30,000 psi、充填時間 10 ~ 100 ms。 6061 はまったく不適切です。低い流動性、高温亀裂の感受性、およびダイはんだ付けの組み合わせにより、商業規模での信頼性の高い生産は不可能になります。
- 低圧ダイカスト(LPDC) : 圧力 5 ~ 15 psi (0.03 ~ 0.1 MPa)、充填速度ははるかに遅い。ここでは6061の方が運賃が安いです。 LPDC は、ホイールの製造や一部の自動車構造用鋳造に使用されます。充填が遅いと乱流が減少し、流動性の低い一部の合金でも十分な性能を発揮できるようになります。 6061 は適切な温度管理により低圧鋳造が可能ですが、慎重なプロセス制御が必要です。
- 重力永久成形(GPM/チルキャスト) : 圧力は加えられていません。金属は重力によって充填されます。これは、合金の適合性の点で 6061 にとって最も寛容な鋳造プロセスです。 6061 の GPM 鋳物は確実に T6 熱処理され、有用な構造特性を実現します。表面仕上げと寸法の一貫性は HPDC より劣りますが、この合金のプロセスははるかに容易です。
- 真空ダイカスト : HPDC の変形で、射出前にダイキャビティを真空にして気孔率を低減します。真空補助により部品密度が向上し、標準のダイカスト合金での熱処理が可能になりますが、HPDC の状況における 6061 に関連する根本的な流動性や高温亀裂の問題は解決されません。
実際的なポイントは、ダイカストが特に HPDC を意味する場合 (ほとんどの業界の会話ではそう呼ばれます)、6061 は避けるべきであるということです。低圧または重力プロセスが範囲内にある場合、特に T6 熱処理が必要な構造部品の場合、6061 が実行可能な選択肢になります。
コスト比較: A380 によるダイカストと 6061 による代替プロセス
コストは、6061 をダイカストするかどうかという問題の背後にある最も一般的な要因の 1 つです。通常、設計者は 6061 の材料特性を求めますが、ダイカストの部品ごとの経済性も求めます。次の比較では、中程度の複雑さを持つ代表的な構造ハウジング部品を参照として使用します。
| プロセス | 合金 | 工具費用(概算) | 部品あたりのコストは 10,000/年 | 熱処理は可能ですか? |
|---|---|---|---|---|
| HPDC | A380 | 30,000 ドル~100,000 ドル | 2ドル~8ドル | 限定的(気孔リスク) |
| HPDC(構造物) | Silafont-36 | 30,000 ドル~100,000 ドル | 3 ドル~10 ドル | はい (真空補助) |
| 重力パーマ。金型 | 6061 | 5,000~20,000ドル | 8ドル~20ドル | はい (T6 達成可能) |
| 砂型鋳造 | 6061 | 1,000~8,000ドル | 15 ~ 40 ドル | はい (T6 達成可能) |
| CNC加工 | 6061 ビレット | $0–$5,000 (備品) | 20 ~ 80 ドル | はい (前処理済みストック) |
データは、A380 または構造用ダイカスト合金を使用した HPDC が、大量生産において部品あたりのコストが最も低いことを示していますが、そのためには 6061 以外の材料を受け入れる必要があります。たとえば、航空宇宙材料の仕様や特定の腐食認証要件のため、6061 が本当に必要な場合は、重力鋳造または機械加工が経済的に合理的な方法であり、正しい合金と引き換えに部品あたりのコストが高くなります。
新たな代替品: 鍛造組成ダイカスト合金
業界は、6061 に近い特性を持つダイカスト アルミニウムの需要を無視していません。いくつかの合金開発者や鋳造専門家は、標準のダイカスト合金と鍛造シリーズ組成の間のギャップを埋めるように設計された合金を導入しました。これらは、オプションを評価しているエンジニアにとって知っておく価値があります。
カスタシル-37 (Al-Si-Mg、低鉄)
Rheinfelden Alloys によって開発された Castasil-37 には、約 9 ~ 11% のシリコンと非常に低い鉄 (0.15% 以下) および制御されたマグネシウムが含まれています。鉄含有量が低いため、標準合金と比較してダイはんだ付けの傾向が大幅に軽減され、合金をダイカストして薄く複雑な部分を製造できます。 6061 の完全な熱処理応答性には匹敵しませんが、その鋳放し特性は、6061 を考慮する多くの用途に匹敵します。
Aural-2 および Aural-5
これらは、特に衝突性能に高強度と高延性の両方が必要とされる自動車分野における、高信頼性構造ダイカスト用に特別に開発された一次アルミニウム合金です。 Aural-2 は、T7 条件で 10 ~ 15% の伸び値を達成します。 、6061-T6 と同等です。これらの合金は、真空支援 HPDC を使用してダイカストでき、その後、重大な膨れを生じることなく熱処理でき、ダイカスト形状で 6061 の特性に最も近い値を示します。
Hpdc に最適化された 6xxx シリーズ合金 (研究段階)
学術研究グループと産業研究グループは、時効硬化応答の一部を維持しながらダイカスト性能を向上させることを目的として、シリコンの添加量を高めた改良 6xxx シリーズ合金を開発してきました。これらはまだ商業的に大規模に確立されていませんが、Journal of Materials Processing Technology などのジャーナルに掲載されたパイロット製造結果によると、3 ~ 5% の Si とバランスの取れた Mg 添加を含む合金は、HPDC による T5 処理後に 280 ~ 300 MPa の引張強さを達成できることが示唆されています。 この分野は引き続き開発が活発に行われています 既製の製品オプションではなく。
実践的な意思決定ガイド: 6061 合金とダイカスト合金の選択
次の意思決定フレームワークは、エンジニアや製品設計者が特定の状況に適した道を迅速に特定できるようにすることを目的としています。
- 年間取引量を超える場合 5,000部品 形状の複雑さが高く、A380 または構造用合金を使用したダイカストがほぼ間違いなく適切なプロセスであるため、6061 の特性が本当に必要なものなのか、単に馴染みのあるものなのかを再評価してください。
- 完成部品に装飾的な陽極酸化処理が必要な場合、ダイカストは完全に間違ったプロセスです。適切な表面処理を施した押出成形または機械加工された 6061 を使用してください。
- 鋳造部品に 200 MPa を超える降伏強度が必要な場合は、6061 を使用した重力鋳造プロセスに頼る前に、Silafont-36 または Aural-2 を使用して真空支援 HPDC を評価してください。
- 合金の仕様が顧客、規制機関、または航空宇宙規格によって 6061 を引用して固定されている場合は、代替品を使用しないでください。重力鋳造、砂型鋳造、または鍛造を使用します。
- 生産量が年間 1,000 個未満で、形状が許せば、6061-T6 ストックからの CNC 加工により、最小限の工具投資で最高の機械的特性が得られます。
- 軽量化と構造効率が主な要因である場合は、鍛造 6061 が正当であるかどうかを検討してください。鍛造品は、優れた強度重量比によりセクションを薄くできるため、同等の鋳造部品と比較して部品重量を 15 ~ 30% 削減できます。
すべての製品に適合する唯一の答えはありません。しかし、業界の一貫したコンセンサスは明らかです。 信頼性の高い生産品質の結果が目標の場合は、6061 アルミニウムの高圧ダイカストを試みないでください。 6061 の組成とダイカスト プロセスの要求との間の冶金学的不一致は、プロセスの最適化によって克服できる工学的な課題ではありません。これは基本的な材料選択の問題であり、最初から適切なプロセスに適した合金を選択することで最もよく解決されます。