ダイカストの 2 つの基本的な方法: ホット チャンバーとコールド チャンバー
ダイカストの基本的な方法は次の 2 つです。 ホットチャンバーダイカスト そして コールドチャンバーダイカスト 。これら 2 つのプロセスは、基本的な目的は同じです。つまり、溶融金属を高圧下で硬化鋼の金型に押し込み、正確で再現性のある部品を製造するということですが、金属の溶融、取り扱い、射出の方法が大きく異なります。合金や部品の形状に合わせて間違った方法を選択すると、充填不良、過度の気孔率、金型の摩耗が早まり、スクラップ率が高くなる可能性があります。これら 2 つの方法の違いを理解することは、ダイカストを真剣に決定するための出発点となります。
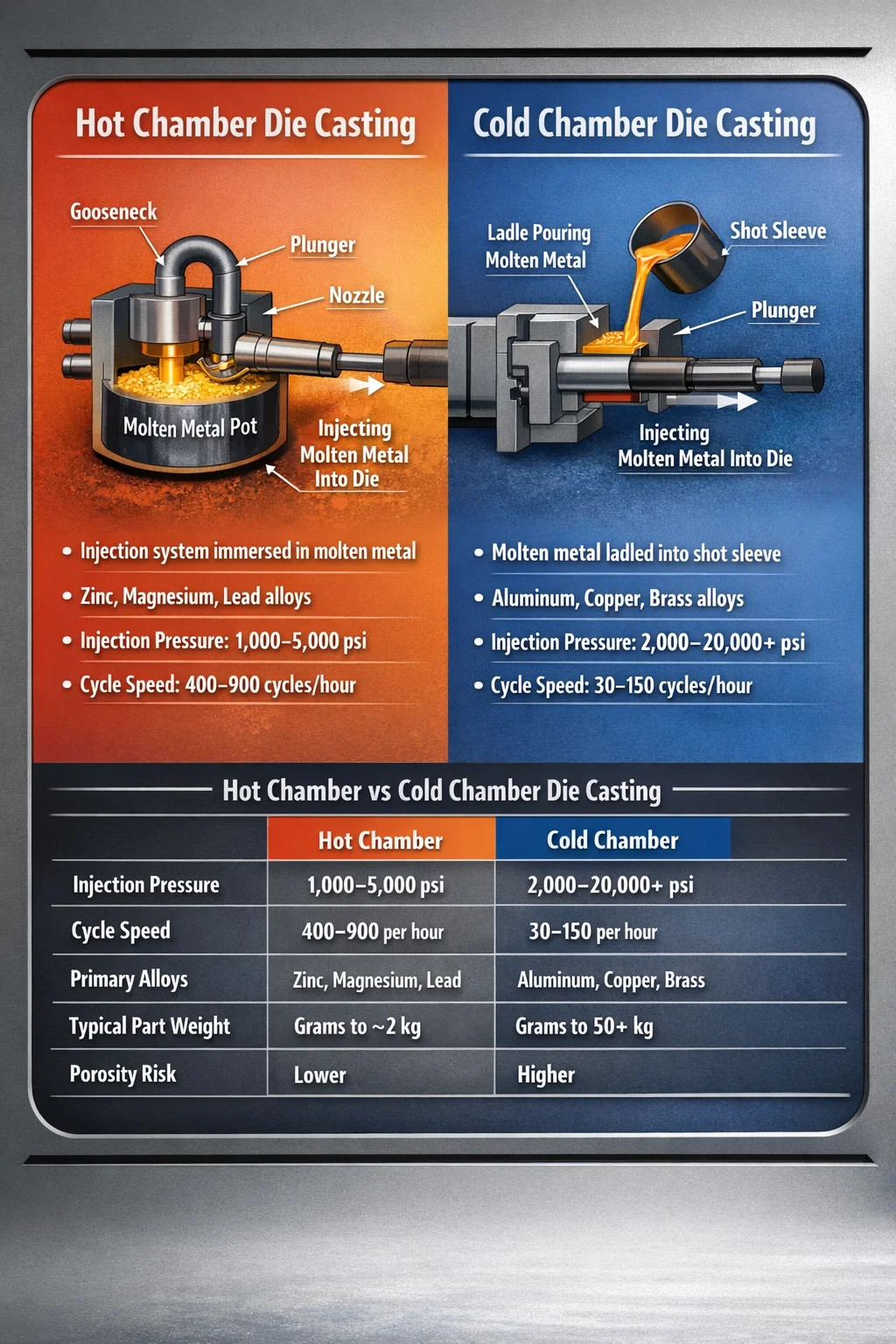
ホットチャンバー内 ダイカスト 、射出機構は溶融金属浴に直接浸漬されます。機械は金属をシリンダー内に自動的に引き込み、連続した高速サイクルで金型に射出します。コールドチャンバーダイカストでは、金属は別の炉で溶解され、各射出サイクルの前に手動または自動でショットスリーブに取鍋されます。各方法には、適切に処理できる特定の合金、動作する特定の圧力範囲、および経済的に合理的な特定の生産量があります。
ホットチャンバーダイカスト: プロセスの仕組み
ホットチャンバーダイカスト (グースネック鋳造とも呼ばれる) は、射出システムを溶融金属のポットに永久的に浸漬したままにします。中心となるコンポーネントは、グースネック型の金属チャネル、プランジャー、およびダイに直接設置されるノズルです。プランジャーが後退すると、溶融金属がポートを通ってグースネックに流れ込みます。プランジャーが前進すると、ポートが密閉され、金属がノズルを通って金型キャビティ内に通常 2 ~ 30 ℃ の範囲の圧力で押し込まれます。 1,000 ~ 5,000 psi (7 ~ 35 MPa) .
金属はショット間で加熱されたシステムから離れることがないため、サイクルが非常に速くなります。ホットチャンバーマシンは日常的に次のことを達成します 1 時間あたり 400 ~ 900 サイクル 小型部品に適しているため、電気コネクタ、キャブレター ハウジング、ロック ハードウェア、玩具部品などのコンポーネントの大量生産に最適です。別個の取鍋ステップが不要になることで、サイクルタイムとショット間の温度変動のリスクの両方が軽減されます。
ホットチャンバー鋳造に適合する合金
ホットチャンバーダイカストは、射出システムの鉄や鋼のコンポーネントを攻撃したり溶解したりしない低融点合金に限定されます。最も一般的な材料は次のとおりです。
- 亜鉛合金 (Zamak 2、3、5、7) — 最も広く使用されており、融点は約 380 ~ 420°C です。
- マグネシウム合金 (AZ91D、AM60) — 特殊な機械設計を備えたホットチャンバーシステムでの使用が増加しています
- 鉛と錫の合金 - 特殊な少量用途に使用
アルミニウム、銅、真鍮はホットチャンバー機械では加工できません。アルミニウムの溶融温度は約 660 °C、真鍮の溶融温度は約 900 °C と、より高い溶融温度により、グースネックとプランジャーの鉄ベースのコンポーネントが急速に溶解し、数時間の運転で機械が破壊され、溶融物が汚染されます。
ホットチャンバー操作における機械トン数と部品サイズ
ホットチャンバーマシンは通常、以下のクランプ力で入手可能です。 5トン未満~約900トンまで ただし、ホットチャンバーでの作業の大部分は 5 ~ 400 トンの範囲の機械で行われます。亜鉛鋳物の部品重量は通常、数グラムから最大約 2 kg ですが、大型の機械ではより重い部品も可能です。亜鉛で実現可能な薄壁(精密工具では通常 0.5 mm まで)により、ホットチャンバー鋳造は、小型化された詳細なコンポーネントの頼りになるプロセスになります。
コールドチャンバーダイカスト: プロセスの仕組み
コールドチャンバーダイカストでは、溶解炉が射出システムから完全に分離されます。金属は外部の保持炉で溶解され、手動取鍋、自動取鍋、または電磁ポンプによって水平または垂直のショットスリーブに移されます。スリーブ内に適切な量の金属が入ると、射出プランジャーが前進し、ホット チャンバー装置よりも大幅に高い圧力で金属を金型に押し込みます。 通常 2,000 ~ 20,000 psi (14 ~ 140 MPa) 、薄肉アルミニウム部品の場合、一部の高圧操作がその範囲を超えます。
炉が機械から分離されているということは、射出コンポーネントが継続的に溶融金属にさらされることがないことを意味します。それらはショットの一瞬の間だけ露出するため、ホットチャンバーシステムを破壊する可能性のある金属の使用が可能になります。トレードオフとして、サイクルタイムが遅くなります。ほとんどのコールドチャンバー操作は、 1時間あたり30~150ショット 部品の重量、肉厚、合金に応じて異なります。また、慎重に制御しないと温度変動が生じる可能性がある追加のプロセスステップも異なります。
コールドチャンバーダイカストに使用される合金
コールド チャンバー ダイカストでは、以下のようなより高い溶解温度の幅広い合金を処理します。
- アルミニウム合金 (A380、A383、A360、ADC12) — 自動車、航空宇宙、家庭用電化製品で使用される、コールドチャンバー作業での主要な材料
- 銅合金および真鍮 — 耐食性と強度が重要となる配管部品、電気コネクタ、船舶用ハードウェアに使用されます。
- マグネシウム合金 (AZ91D、AM50) — マグネシウムはホットチャンバーシステムでも処理可能ですが、大型構造部品のコールドチャンバーでの使用が増加しています。
- シリコントンバックと特殊銅基合金 — ニッチな精密用途で使用
アルミニウム合金 A380 は、世界で最も広く使用されている単一のダイカスト合金であり、そのほとんどすべてがコールドチャンバー機械で加工されます。鋳造性、機械的強度 (引張強度約 317 MPa)、耐食性、コストの優れた組み合わせを備えているため、自動車構造用鋳物、ヒートシンク、モーター ハウジングで主流となっています。
機械トン数と部品スケール
コールド チャンバー装置はホット チャンバー装置よりも大幅にスケールが大きくなります。クランプ力の範囲は約 150トン~6,000トン以上 現在自動車のギガキャスティング用途で使用されているメガキャスティングマシン向けです。自動車メーカーが使用する 4,000 トンのコールド チャンバー プレスは、車両の後部アンダーボディ セクション全体 (70 を超える打ち抜きおよび溶接された鋼部品を置き換える単一のアルミニウム鋳物) をワンショットで製造できます。 Tesla は、Giga Press テクノロジーによってこのアプローチを普及させ、以来、このアプローチは世界中の複数の OEM によって採用されています。
直接比較: ホットチャンバーとコールドチャンバーのダイカスト
以下の表は、生産計画において最も重要なパラメータにおける 2 つのダイカスト法の重要な違いをまとめたものです。
| パラメータ | ホットチャンバー | コールドチャンバー |
|---|---|---|
| 射出圧力 | 1,000 ~ 5,000 psi | 2,000 ~ 20,000 psi |
| サイクル速度 | 400 ~ 900 サイクル/時間 | 30 ~ 150 サイクル/時間 |
| 一次合金 | 亜鉛、マグネシウム、鉛 | アルミニウム、銅、真鍮、マグネシウム |
| 機械トン数範囲 | 5~900トン | 150~6,000トン |
| 機械への金属の温度暴露 | 継続的 | ショットごとのみ |
| 一般的な部品重量 | グラムから約 2 kg | グラムから50kgまで |
| 気孔リスク | 低い(空気混入の機会が少ない) | 高い(慎重なショットプロファイル制御が必要) |
| 工具費 | 低度から中程度 | 中程度から高程度 |
2 つの方法で異なるダイ設計の考慮事項
ダイ自体、つまり溶融金属が押し込まれる硬化した H13 工具鋼の型は、どちらのプロセスでも概念的には似ていますが、エンジニアリング要件は、関与する圧力と適用される熱負荷に基づいて異なります。
ゲート設計とランナー システム
ホットチャンバー内 dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30~50m/秒 .
アルミニウムのコールドチャンバーダイでは、鋳造温度でのアルミニウムの高い粘度や充填中の早期凝固のリスクを管理するために、慎重なランナー形状が必要です。アルミニウムのゲート速度は通常目標となります 40~60m/秒 また、アルミニウム鋳造品の気孔率の主な要因である乱流充填を避けるために、ショット プロファイル (低速フェーズ、高速フェーズ、および増圧圧力) を正確にプログラムする必要があります。
熱管理とダイ寿命
どちらのタイプの金型も熱管理のために内部の水または油冷却チャネルに依存していますが、コールドチャンバーアルミニウム金型は、アルミニウム溶融物(鋳造時約 680°C)と金型表面温度(通常 180 ~ 260°C に維持)との温度差が大きいため、より高い熱衝撃にさらされます。この熱サイクルは、最終的にダイの表面品質を劣化させる微細な表面亀裂のネットワークであるヒート チェックの主な要因です。アルミニウム用コールドチャンバー H13 ダイの耐用年数は通常、 10万~30万ショット 、ホットチャンバー亜鉛ダイスは、 100万ショット以上 大幅なやり直しが必要になる前に。
気孔率: 両方の方法における主要な品質課題
気孔(ガスの閉じ込めや収縮によって生じる鋳物内の空隙)は、どの方法が使用されるかに関係なく、ダイカストにおける主な欠陥問題ですが、その原因と解決策はホットチャンバープロセスとコールドチャンバープロセスで異なります。
ホットチャンバー内 die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
コールドチャンバーダイカストでは、オープンショットスリーブが空気混入の主な原因となります。プランジャーが前進するとき、スリーブ内に含まれる空気の塊を金属の前に押し出さなければなりません。適切なスローショット速度 — 通常 0.1~0.5m/s 最初の段階では、金属の波が形成され、ファストショット噴射が開始される前に空気がオーバーフロー ウェルとベントに押し出されます。プランジャーの移動量が数ミリメートルでもこの転移点を誤ると、完成品の気孔率レベルが 10 ~ 20% 上昇する可能性があります。射出前にダイキャビティとショットスリーブを真空にする真空アシストダイカストは、コールドチャンバーアルミニウム部品の気孔率を、熱処理や構造溶接が可能なレベルまで減らすことができます。これは、従来の鋳造アルミニウムダイカストでは不可能な機能です。
ホットチャンバーダイカストを選択する場合
以下の条件が当てはまる場合、ホットチャンバーダイカストは正しい選択です。
- 部品の材質は、グースネック システムと互換性のある亜鉛、マグネシウム、またはその他の低融点合金です。
- 生産量は多く、工具投資に見合った年間 50,000 ~ 100,000 個を超える部品が一般的です
- パーツの重量は比較的軽く、亜鉛の場合は通常 1 ~ 2 kg 未満です。
- 寸法精度は非常に重要です。亜鉛ダイカストでは、二次加工を行わずに重要な形状の公差 ±0.05 mm を日常的に達成しています。
- 薄肉が必要 — 亜鉛は最適化された工具で 0.5 mm 未満の壁厚に鋳造可能
- 表面仕上げの品質が最優先です。亜鉛鋳物は優れた鋳放しの表面を備えており、大がかりな準備をしなくても直接めっきや塗装に適しています。
ホットチャンバーダイカストを使用する一般的な業界には、家庭用電化製品 (コネクタ、ブラケット、ヒンジ)、自動車 (ロック本体、燃料システムコンポーネント、センサーハウジング)、ハードウェア (ドアハンドル、家具付属品)、玩具やノベルティアイテムなどがあります。
コールドチャンバーダイカストを選択する場合
コールドチャンバーダイカストは、次の場合に適したプロセスです。
- 合金はアルミニウム、銅、真鍮、またはホットチャンバー装置と互換性のない高融点材料です。
- 部品のサイズと重量がホットチャンバー装置の実際の限界を超えています
- 構造性能が必要です - アルミニウムダイカストは、耐荷重用途において亜鉛よりも強度重量比が大幅に優れています。
- 過酷な環境での耐食性が必要です。アルミニウムの自然酸化層は、一部の環境ではコーティングなしでは亜鉛合金が匹敵できない保護を提供します。
- この用途は、軽量性と構造的完全性の組み合わせにより、工具や機械のコストが高くなることが正当化される、自動車のパワートレイン、航空宇宙用ブラケット、または産業機器に使用されます。
主なコールド チャンバー ダイカストの用途には、自動車のトランスミッション ハウジング、エンジン ブロック、電気自動車のバッテリー エンクロージャ、コンピュータ サーバー シャーシ、油圧バルブ ボディ、船舶用船外機部品などがあります。世界のアルミダイカスト市場だけでも価値が超過 2023 年に 500 億ドル 、現代の製造におけるコールドチャンバーアルミニウム鋳造の優位性を反映しています。
コスト構造: 工具、加工時間、部品あたりの経済性
2 つのプロセスのコスト プロファイルは大きく異なるため、ダイカストの経済性はどちらの方法が使用されるかに大きく依存します。
工具のコスト
ダイカスト工具は、摩耗性が高く熱的に要求の厳しい環境で数百万回の圧力サイクルに耐える必要があるため、方法に関係なく高価です。適度に複雑な部品のホットチャンバー亜鉛ダイスには通常、次のようなコストがかかります。 15,000ドルと80,000ドル 。コールドチャンバーアルミニウムダイは、同等の複雑性を実現するにはより多くのコストがかかります - 多くの場合 30,000ドルから150,000ドル以上 — 射出圧力が高くなると、より堅牢な金型構造とより複雑な冷却回路エンジニアリングが必要になるためです。自動車用途向けの大型構造コールド チャンバー ダイは、 50万ドル以上 .
部品あたりのコストと損益分岐点の数量
ダイカストは固定費 (工具、セットアップ) が高く、部品あたりの変動費 (金属、機械時間、人件費) が比較的低いため、どちらの方法も大量生産では最も経済的です。損益分岐点 (砂型鋳造、インベストメント鋳造、ビレットからの機械加工などの代替品よりもダイカストの方が安くなる点) は、部品の複雑さによって異なりますが、通常は次の中間点に達します。 10,000部品と50,000部品 ホットチャンバー用亜鉛と 20,000部品と100,000部品 コールドチャンバーアルミニウムの場合、部品のサイズと機能の複雑さに応じて異なります。
材料費も差別化要因の一つです。亜鉛合金(ザマック3)のおおよその価格 1 kg あたり $2.00 ~ $2.50 典型的な産業契約価格で。アルミニウム合金 A380 に近い 1 kg あたり 2.50 ~ 3.50 ドル ただし、アルミニウムの密度が低い(2.7 g/cm3 対亜鉛の 6.6 g/cm3)ことは、特定の部品体積に対して、アルミニウム鋳造品が使用する金属の重量がはるかに少なくなり、価格差が部分的に相殺されることを意味します。
2 コアダイカスト法の新たなバリエーション
ホット チャンバーとコールド チャンバーが 2 つの基本的なダイカスト法であることに変わりはありませんが、それぞれの固有の制限に対処するためにいくつかのプロセスの変法が開発されました。
真空ダイカスト
どちらの方法にも適用されますが、コールド チャンバー アルミニウムに特に重要な真空ダイカストでは、射出前にダイ キャビティとショット スリーブを真空にし、気孔率を T5 および T6 熱処理が可能なレベルまで低減します。これにより、構造用アルミニウム鋳物は溶接可能となり、自動車の衝突構造やサスペンション部品などの安全性が重要な用途に適しています。真空補助コールドチャンバーマシンはコストと複雑さを追加しますが、次のような方法でスクラップ率を削減できます。 30~50% 気孔率に敏感な用途に。
半固体ダイカスト(チクソキャスティングおよびレオキャスティング)
半固体金属鋳造プロセス (チクソキャスティングおよびレオキャスティング) では、完全に溶融した金属ではなく、半固体のスラリー状の状態で金属を射出します。これにより、金属は完全に液体の金属のように溶解ガスを運ばず、乱流のない充填パターンにより閉じ込められる空気がはるかに少なくなるため、気孔率が大幅に減少します。半固体プロセスはコールドチャンバー機械プラットフォームを中心に構築されますが、修正されたショットプロファイルと特殊なビレット準備が使用されます。その結果、鍛造部品に近い機械的特性を備えた鋳造品が得られます。レオキャスト アルミニウム A356 部品は上記の引張強度を達成 310MPa 伸び10%以上 — 従来のコールドチャンバー A380 鋳物よりも大幅に優れています。
スクイーズキャスティング
スクイズ キャスティング (第 3 のダイカスト カテゴリとして分類されることもあります) は、ダイカストと鍛造の原理を組み合わせたものです。金属をオープンダイに流し込み、パンチで圧力を加えます。 50~150MPa 金属が固化すると、収縮気孔が完全に除去されます。このプロセスではコールド チャンバー機械プラットフォームが使用され、気孔率がほぼゼロで優れた機械的特性を備えた部品が製造されますが、従来のコールド チャンバー鋳造よりも時間がかかり、コストも高くなります。航空宇宙部品、自動車のブレーキ キャリパー、その他の高応力用途に使用されます。
部品に適したダイカスト方法を選択する方法
ほとんどの設計において合金は交渉の余地がないため、適切なダイカスト プロセスの選択は合金から始まります。重量、強度、熱性能などのエンジニアリング要件がアルミニウムを必要とする場合、ダイカストにおける実用的な選択肢はコールドチャンバーのみです。亜鉛がその精度、薄肉性能、めっき適合性の点で許容できるか好まれる場合には、ホットチャンバーがより高速で低コストの手段となります。
合金を選択した後、次の質問が決定を絞り込むのに役立ちます。
- 年間のボリュームはどれくらいですか? どちらの方法も経済的にするためには容積が必要ですが、コールドチャンバーアルミニウムでは、より高い工具コストを相殺するためにより多くの容積が必要です。
- パーツの重量と投影ショット重量はいくらですか? 亜鉛が 2 kg を超える部品は珍しいです。アルミニウム製の 5 kg を超える部品には、非常に大型のコールド チャンバー機械が必要になる場合があります。
- 気孔率に敏感な特徴は存在しますか? 溶接される耐圧油圧通路または構造ノードには、真空支援コールドチャンバーまたは半固体処理が必要です。
- どのような表面仕上げが必要ですか? 亜鉛ホットチャンバー鋳物は電気めっきを直接受け入れます。アルミニウムのコールドチャンバー鋳物は通常、粉体塗装、陽極酸化処理、または裸のままです。
- 動作環境は何ですか? 150℃を超える高温では、強度が低下するため亜鉛合金は失格となります。アルミニウムは、合金に応じて 200 ~ 250°C まで良好に機能します。
設計段階中 (ツールを投入する前) にダイカスト鋳造工場と協力してこれらの質問に取り組むことが、アプリケーションに適切なプロセスに到達するための最も信頼できる方法です。経験豊富なダイカスト エンジニアによる製造設計 (DFM) レビューにより、特定の部品形状で最も低いスクラップ率と最長の金型寿命を実現する機械タイプと射出方法に影響を与える抜き勾配、肉厚遷移、パーティング ラインの位置を特定できます。