簡単な答え: 砂型鋳造はコスト、柔軟性、規模の面で優れています
砂型鋳造とダイカストのどちらを選択する場合、決定は実際に何が必要かによって決まります。工具の予算が限られている場合、部品が大きい場合や幾何学的に複雑な場合、低から中程度の生産量である場合、または鋼や鉄などの鉄金属を使用する必要がある場合には、砂型鋳造がダイカストよりも優れています。ダイカストは、表面仕上げと寸法の一貫性が重要な、小型の薄肉アルミニウムまたは亜鉛部品の大量生産に優れています。しかし、産業、エンジニアリング、プロトタイプの幅広い用途では、依然として砂型鋳造がより実用的で経済的な選択肢です。
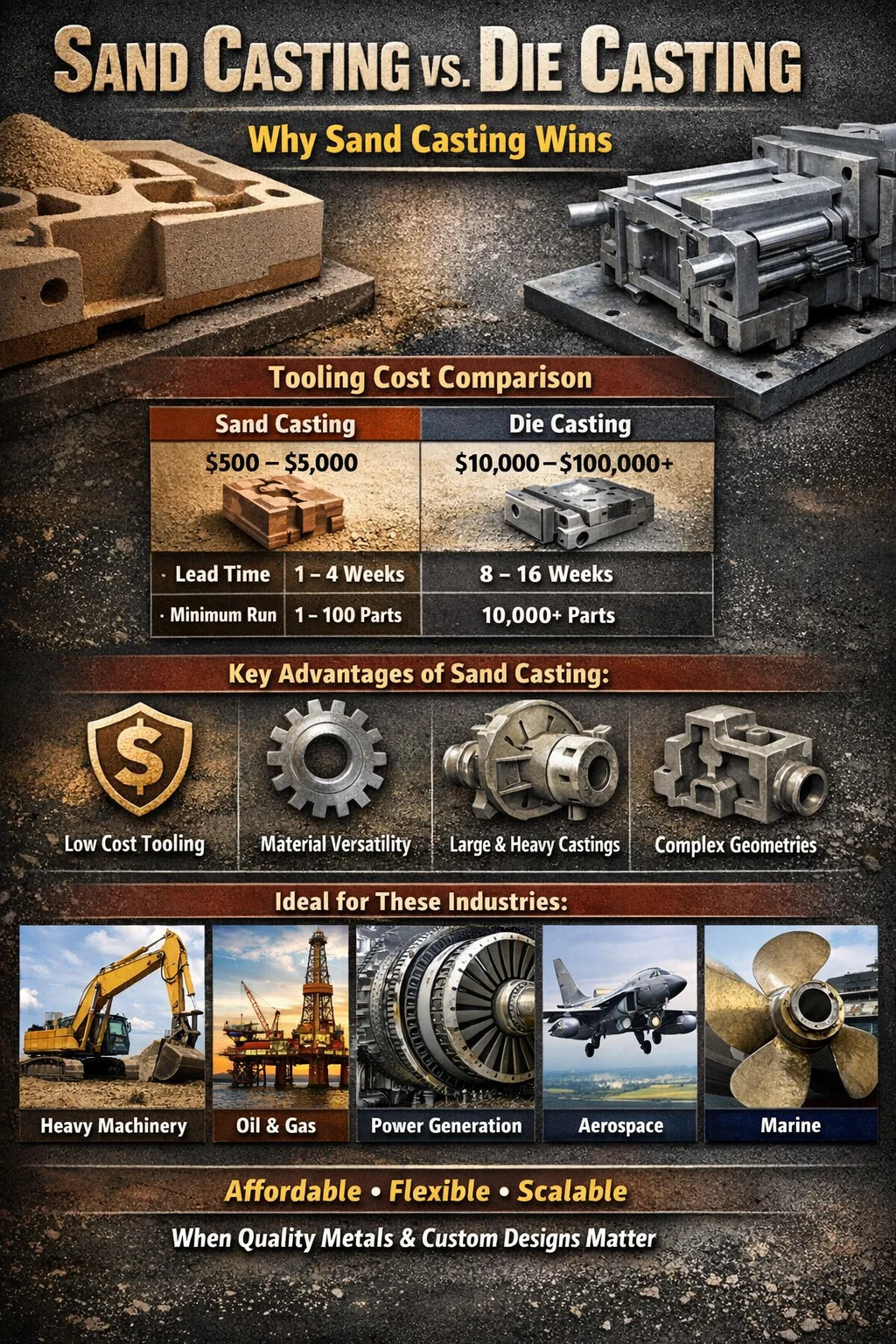
根本的な違いはツールにあります。ダイカスト金型の価格はさまざまです。 10,000ドルから100,000ドル以上 、砂型鋳造パターンの費用は通常、 500ドルと5,000ドル 。数十万単位の大量生産に至らない場合は、そのギャップだけでも、砂型鋳造を行う方が経済的に賢明な決定となります。
工具コスト: 砂型鋳造がダイカストよりも決定的な利点がある場合
ダイカストには、多くの場合 1,500 ~ 25,000 psi の極度の圧力下で数千回の射出サイクルに耐える必要がある硬化鋼の金型が必要です。これらの金型の製造には、精密な機械加工、熱処理、広範な品質検証が必要です。ダイカスト金型のリードタイムは通常、 8~16週間 、そして一度構築すると、ツール全体を廃棄しない限り修正は高価であるか不可能です。
対照的に、砂型鋳造パターンは木材、樹脂、またはアルミニウムから作られます。製造がはるかに簡単で、修正も容易で、劇的に安価です。初期生産後に設計変更が必要な場合は、ダイカスト金型を変更する費用の数分の一で、砂型鋳造パターンを再加工または再構築できます。
プロトタイプ開発と反復エンジニアリングにとって、この違いは変革をもたらします。工業用ポンプ ハウジングやカスタム ブラケットを開発する製品チームは、単一のダイカスト金型と同じコストで、砂型鋳造で 3 回または 4 回の設計反復をテストできます。これにより、製品開発のスケジュールが短縮され、プロジェクトの初期段階での財務リスクが軽減されます。
| 因子 | 砂型鋳造 | ダイカスト |
|---|---|---|
| 一般的な工具コスト | 500ドル – 5,000ドル | 10,000ドル – 100,000ドル |
| ツーリングのリードタイム | 1~4週間 | 8~16週間 |
| 設計変更コスト | 低い | 非常に高い |
| 実行可能な最小限の実行 | 1~100部 | 10,000部品 |
材料の多様性: 砂型鋳造は金属でも使用可能 ダイカスト 処理できません
これは、認識されていないことが多い、ダイカストの最も重要な技術的制限の 1 つです。ダイカストは主に、比較的融点の低い非鉄金属、主にアルミニウム (融点 ~1,220°F / 660°C)、亜鉛 (~787°F / 419°C)、およびマグネシウム (~1,202°F / 650°C) に限定されています。理由は簡単です。鉄金属を溶かすのに必要な極端な温度により、鋼製の金型がすぐに破壊されてしまうからです。
砂型鋳造ではそのような制限はありません。日常的に次のものとともに使用されます。
- ねずみ鋳鉄およびダクタイル鋳鉄 (融点 ~2,100°F / 1,150°C)
- 炭素鋼およびステンレス鋼 (~2,500–2,800°F / 1,370–1,538°C)
- 銅および真鍮合金 (~1,750–1,980°F / 955–1,082°C)
- 航空宇宙およびエネルギー用途で使用されるニッケル合金および超合金
- アルミニウムおよびアルミニウム合金(両方のプロセスに対応)
重機、建設機械、農業機械、海洋工学など、鉄や鋼のコンポーネントに依存する業界にとって、砂型鋳造は単に好まれるものではありません。これが唯一実行可能なキャスト オプションです。それを考慮してください ねずみ鋳鉄は世界中で生産される鋳物の約 70% を占めています。 そしてその体積のほぼすべてが砂型鋳造によって作られています。この統計だけで、プロセスが実際にどこを支配しているかを示します。
特にダクタイル鋳鉄は、引張強度、延性、機械加工性の組み合わせを備えているため、ギア、クランクシャフト、油圧部品、構造部品に適した材料となっています。これらのアプリケーションはいずれもダイカストでは利用できません。砂型鋳造は、ダイカストの熱的制約内に適合するサブセットだけでなく、あらゆるエンジニアリング金属への入り口です。
部品のサイズと重量: ダイカストではできない砂型キャスティングスケール
ダイカストマシンは強力ですが、物理的な制約があります。商業的に使用されている最大の高圧ダイカストマシンでさえ、最高重量の部品を生産します 50 ~ 75 ポンド (22 ~ 34 kg) 。金型自体は機械のプラテン サイズ内に収まる必要があり、射出圧力がかかるため、非常に大きな部品は構造的に実用的ではありません。
砂型鋳造には、サイズや重量の制限がほとんどありません。エンジン ブロック、タービン ハウジング、ポンプ ケーシング、船舶のプロペラ、工業用バルブ本体は通常、砂型鋳造されます。部品の計量 数トン 発電、鉱業、海洋石油・ガスなどの分野では珍しいことではありません。大型ディーゼル エンジン用の単一の砂鋳鉄コンポーネントの重量は 500 ポンド以上になる場合があり、これはダイカスト プロセスの範囲を完全に超えています。
この拡張性は、大規模な資本設備や構造コンポーネントに取り組むエンジニアにとって、妥協としてダイカストではなく砂型鋳造が選択されていないことを意味します。砂型鋳造は、必要なものを物理的に製造できる唯一のプロセスです。金型は毎回砂から単純に再構築されるため、マシンプラテンの制限や金型の生産能力の制限、射出圧力の上限などはありません。
幾何学的複雑さと内部特徴: 砂型鋳造により、より自由な設計が可能になります
ダイカストでは、直線で開閉する必要がある剛性の金属ダイが使用されます。つまり、部品のすべてのフィーチャーが、工具をアンダーカットすることなくダイを分離できるように方向付けられている必要があります。複雑な内部通路、深いキャビティ、およびアンダーカットは不可能であるか、金型に多大な費用を追加する高価なサイドアクション機構を必要とします。
砂型鋳造では、消耗品の型と中子を使用します。コアは、内部空隙(中空室、通路、チャネル、および剛性の金型では物理的に不可能な複雑な内部形状)を作成するために金型キャビティ内に配置される別の砂の形状です。この機能が、ウォーター ジャケットを備えたエンジン ブロック、内部流路を備えたマニホールド、および複数の内部チャネルを備えたバルブ ボディに砂型鋳造が使用される理由です。
砂型鋳造において中子が可能にするもの
- エンジンおよびタービンコンポーネントの内部冷却通路
- 強度を犠牲にすることなく重量を軽減する中空構造セクション
- ポンプおよびバルブハウジング内の複雑な流体流路
- 剛性の高い金型内で部品をロックするアンダーカット形状
- 単一の鋳造物内の複数の交差する内部キャビティ
ダイカストでは、用途によっては可溶性インサートまたは分離インサートを使用してコアを製造できますが、これによりコストとプロセスの複雑さが増し、ダイカストが通常提供する効率の利点がすぐに損なわれてしまいます。内部形状が設計の優先事項である部品の場合、砂型鋳造が構造的に優れています。
壁厚の要件も大きく異なります。ダイカストでは非常に薄い壁を製造できます。 1mm(0.040インチ) —軽量の消費者向け部品や自動車部品に最適です。ただし、金属の流れがダイを満たすことを保証するための均一性要件も強制されます。砂型鋳造は、単一部品内のさまざまな肉厚に対する耐性が高いため、設計エンジニアは厚い部分と薄い部分の両方を含む複雑な構造を作成する際に、より大きな自由度を得ることができます。
生産量: 砂型鋳造が低~中量生産に適している理由
ダイカストの経済性は、非常に多数の部品にかかる非常に高額な固定工具コストを償却することを中心に構築されています。この償却が機能する場合、つまり同一の部品を 50,000、100,000、または 500,000 個生産する場合、ダイカストの単位当たりのコストの低さは魅力的になります。ダイカストプロセスは高速です。典型的なアルミニウムダイカストサイクルは、 30秒と60秒 、高度に自動化された環境では、最小限の労力でマシンを実行できます。
しかし、そのような大量のコンテキストの外では、数学は逆転します。年間 500 個のカスタム マニホールド ハウジングが必要なバイヤーにとって、ダイカスト金型に 50,000 ドルを費やすことは、1 ポンドのアルミニウムが溶解する前に、工具のコストだけで部品あたり 100 ドルが追加されることを意味します。砂型鋳造の同じ部品(パターンが 3,000 ドル)の場合、ユニットあたりの工具コストはわずか 6 ドルしか追加されません。この差は、砂型鋳造のサイクル タイムの遅さとユニットあたりの労働量の増加を考慮しても、ほとんどなくなりません。
これが、航空宇宙、防衛、石油・ガス、カスタム産業機器メーカーが砂型鋳造に大きく依存している理由です。その生産量は、多くの場合、年間数十個から数千個前半です。このような状況において、砂型鋳造は妥協ではなく、経済的に合理的な唯一の選択です。
砂型鋳造とダイカストの損益分岐点体積
ダイカストが砂型鋳造よりも経済的になる分岐点は、部品の複雑さ、サイズ、材質によって異なります。一般的なベンチマークとして:
- 2 ポンド未満の小型アルミニウム部品の場合、ダイカストはそれ以上の競争力を持つことがよくあります。 年間 10,000 ~ 20,000 個の部品
- 2 ~ 10 ポンドの中程度の部品の場合、損益分岐点は次のようになります。 年間 25,000 ~ 75,000 個の部品
- 大型または複雑な部品の場合、砂型鋳造は多くの場合、商業的に妥当な量であれば費用対効果が高くなります。
これらは大まかな見積もりであり、実際の損益分岐点は常に特定のアプリケーションに対して計算する必要があります。しかし、これらは、工業用鋳造用途の大部分、特にカスタマイズ、信頼性、材料性能がユニットあたりの価格よりも重要である分野では、砂型鋳造の有利な領域に十分に収まることを示しています。
気孔率と機械的特性: ダイカストの弱点に対処する
ダイカストの欠点の中で最も議論されていないものの 1 つは、気孔率の問題です。溶融金属が高圧で金型に注入されると、部品内に空気が閉じ込められ、構造の完全性を損なう微細な空隙 (多孔性) が生じる可能性があります。 高圧ダイカストは熱処理に適さないことが多い 熱により閉じ込められたガスが膨張し、膨れや歪みが発生して部品が破損するためです。
これはエンジニアリング上の重要な制約です。多くのアルミニウム合金とマグネシウム合金は、溶体化熱処理と時効処理 (T6 焼き戻しなど) を経て初めて完全な機械的特性を発現します。鋳造プロセス自体が熱処理を妨げると、最終部品は材料の潜在的な強度と硬度の一部で機能することになります。真空ダイカストとスクイズキャスティングは気孔率を減らすことができますが、これらはコストがかかるプレミアムプロセスであり、普遍的に利用できるわけではありません。
砂型鋳造では、重力または低圧力の下で低速で型に充填されるため、閉じ込められるガスの発生が大幅に少なくなります。砂型鋳造部品は通常、問題なく熱処理でき、合金の特性を最大限に引き出すことができます。材料認証と機械的特性が重要である航空宇宙、自動車、または重機の構造用途では、これは決定的な利点となります。
さらに、砂鋳鉄部品、特にダクタイル鋳鉄は、優れた機械加工性、振動減衰性、耐摩耗性を示します。これらは材料に固有の特性であり、ダイカスト用途を制約する気孔率の制限なしに、砂型鋳造プロセスを通じて完全に利用可能です。
新しい部品のリードタイム: 砂型鋳造により、初期段階でより速く部品を入手できます
プロトタイプの評価、緊急交換、パイロット生産など、新しい部品がすぐに必要な場合には、砂型鋳造によるリードタイムの利点は非常に大きくなります。砂型鋳造パターンはシンプルかつ迅速に製造できるため、多くの場合、最初の鋳造品は 1 日以内に納品されます。 2~6週間 デザイン決定から。クイックターン砂型鋳造を専門とする一部の鋳物工場では、プロトタイプ鋳物を最短で納品できます。 5~10営業日 .
単一の製造部品が作成されるまでに金型だけで 8 ~ 16 週間かかるダイカストと比較して、新製品開発中の砂型鋳造のタイムラインの利点は非常に大きくなります。積極的な発売スケジュールを立てている企業や、重要なコンポーネントを迅速に交換する必要があるメンテナンス状況の場合、この違いはダウンタイムの削減、市場投入までの時間の短縮、プログラムのリスクの軽減に直接つながる可能性があります。
このため、砂型鋳造は、既存の工具が残っていない老朽化した機械や従来の機器の交換部品の標準的な選択肢にもなっています。 30 年前の産業用プレスで、元々存在しなくなった会社が製造した鉄製のハウジングの交換が必要な場合、砂型鋳造を使用すると、設計図面または物理サンプルから新しいパターンを作成し、その部品を妥当なコストで再生産できます。単一の交換部品のためにダイカスト金型を再作成することは経済的に不合理です。
砂型鋳造がダイカストより優れている特定の業界
どの業界がダイカストではなく砂型鋳造に依存しているかを理解することは、現実世界の利点がどこに集中しているかを明確にするのに役立ちます。これらの分野では、技術的および商業的要件がプロセスの最適な機能と一致しているため、一貫して砂型鋳造を選択しています。
石油およびガス機器
バルブ本体、ポンプケーシング、マニホールド、坑口コンポーネントには鋼鉄またはダクタイル鋳鉄が必要で、極度の圧力に耐える必要があり、多くの場合、特定の用途向けに少量生産されます。砂型鋳造は、これらの用途に必要な材料の互換性、内部形状の機能、機械的完全性を実現します。ダイカストではここでは太刀打ちできません。
鉱山および重機
クラッシャージョー、バケットの歯、摩耗プレート、および鉱山機械の構造部品は、マンガン鋼、クロム鉄、およびダイカストでは加工できないその他の硬質鉄合金で作られています。この分野の部品の重量は日常的に数百ポンドあり、ダイカストマシンの能力をはるかに超えています。砂型鋳造が唯一の実行可能な製造ルートです。
発電
発電所や産業用タービン用のステンレス鋼またはニッケル合金で作られたタービン ハウジング、インペラ ケーシング、および発電機のエンド ベルは、一般的に砂型鋳造されています。材料要件、部品サイズ、年間生産量の少なさの組み合わせにより、これらの用途ではダイカストは経済的かつ技術的に不可能になります。
航空宇宙および防衛のプロトタイピング
精度が最も重要な分野でも、砂型鋳造はプロトタイプの開発や少量生産の構造部品に広く使用されています。砂型鋳造は、迅速に繰り返し、航空宇宙用合金を使用し、完全な熱処理と機械的テストが可能な部品を製造できるため、より高価な製造プロセスに着手する前に、航空宇宙用鋳造プログラムの標準ツールとなっています。
海洋および造船
船舶のプロペラ、舵フレーム、構造部品は巨大なことが多く、耐食性の青銅、ニッケルアルミニウム青銅、またはステンレス鋼で作られています。砂型鋳造は、これらの要件に対応できる唯一のプロセスであり、何世紀にもわたって海洋部品製造の標準的な方法となっています。
実際にはダイカストがより良い選択である場合
完全な答えを得るには、ダイカストが真に勝てる場所を認識する必要があります。ダイカストは、明確に定義された 3 つのシナリオにおいて砂型鋳造よりも優れています。
- 非鉄小型部品の大量生産: 年間数十万個のアルミニウム、亜鉛、マグネシウムの部品を生産する場合、ダイカストの単位当たりの経済性は比類のないものです。自動車のドアハンドル、電子機器の筐体、小型家電の筐体などが典型的な例です。
- 表面仕上げと寸法の一貫性: ダイカストでは、32 ~ 63 Ra マイクロインチの表面仕上げと寸法公差を備えたネットシェイプまたはネットシェイプに近い部品が製造され、多くの場合、後加工は必要ありません。砂型鋳造では通常、より粗い表面 (125 ~ 500 Ra マイクロインチ) が生成され、厳しい公差を満たすためにはより多くの機械加工が必要になります。
- 薄肉軽量構造: 設計で構造的完全性が必要な 3 mm 未満の壁が必要な場合、ダイカストの高圧射出により完全な充填が保証されます。重力による砂型鋳造では、非常に薄い部分を確実に充填するのが難しい場合があります。
これらの利点を認識すると、比較が公平になります。ダイカストは劣ったプロセスではなく、特定の条件に合わせて最適化されたプロセスです。これらの条件が満たされない場合、残りのシナリオの大部分では砂型鋳造がより良い解決策となります。
環境および運用上の考慮事項
砂型鋳造には、砂がリサイクル可能であるという、見過ごされがちな持続可能性の利点があります。現代の鋳造工場は回収して再利用します 鋳物砂の90%以上 熱的または機械的再生システムを介して。ダイカストでは同じように消耗品の工具材料は使用されませんが、大型油圧プレス、温度制御された金型、高圧射出システムなどのダイカスト機械のメンテナンスにかかるエネルギー集約度はかなりのものです。
ダイカストのスクラップ率も要因です。ダイに射出された金属はランナー、オーバーフロー、ビスケット (ショット スリーブからの金属ディスク) にも充填されるため、ダイカストのスクラップ率が上昇する可能性があります。 総金属消費量の 20 ~ 40% 典型的な部品ですが、その多くはリサイクル可能です。砂型鋳造のスクラップ率、特に鉄の場合、部品サイズが大きい場合、納品される金属の単位あたりの絶対値が低くなることがよくあります。
運用面積の観点から見ると、砂型鋳造鋳物工場は世界中のより地理的な場所からアクセスできるようになります。ダイカストには、金型製造用の精密工作機械と多額の設備投資を伴う大型鋳造機が必要です。発展途上市場のメーカーや地域のサプライチェーン調達の場合、砂型鋳造鋳造能力がはるかに広く利用できるため、物流コストとサプライチェーンのリスクが軽減されます。
概要: ダイカストではなく砂型キャスティングを選択する
砂型鋳造がダイカストよりも優れているかどうかという問題には、単一の普遍的な答えはありませんが、産業およびエンジニアリングの実践で遭遇する鋳造用途の大部分については明確な答えがあります。次の場合には砂型鋳造が適しています。
- 一般的な部品サイズの場合、生産量は年間 10,000 ~ 25,000 個未満です
- 必要な材質は、鉄、鋼、ステンレス鋼、銅合金、または任意の鉄金属です。
- 部品のサイズまたは重量が、ダイカストマシンが物理的に対応できる限界を超えています
- 設計の繰り返しが発生する可能性が高く、ツールの修正コストを低く抑える必要がある
- 内部形状、コア、または複雑な通路が必要です
- 完全な機械的特性を得るには、最終鋳造品の熱処理が必要です
- 最初の製品またはプロトタイプの迅速な納品が最優先事項です
- レガシーまたはカスタム機器の交換部品は再生産する必要がある
ダイカストは、アルミニウムおよび亜鉛部品を、優れた表面仕上げで、可能な限り低い単位あたりのコストで高速に生産する必要がある大量消費者および自動車の製造分野でその地位を確立しています。しかし、砂型鋳造は、はるかに広範囲のエンジニアリング ニーズをカバーし、より多様な材料を扱い、単一のプロトタイプから数千の部品まで拡張でき、ダイカストの経済性がまったく機能しないシナリオ全体にわたってコスト効率を維持します。鋳造プロセスのオプションを評価するエンジニアや調達の専門家にとって、砂型鋳造は出発点であるべきであり、正当化の重荷は砂型鋳造を選択することではなく、砂型鋳造から切り替えることにあるべきです。