どうやって アルミニウムダイキャスティング 作られています
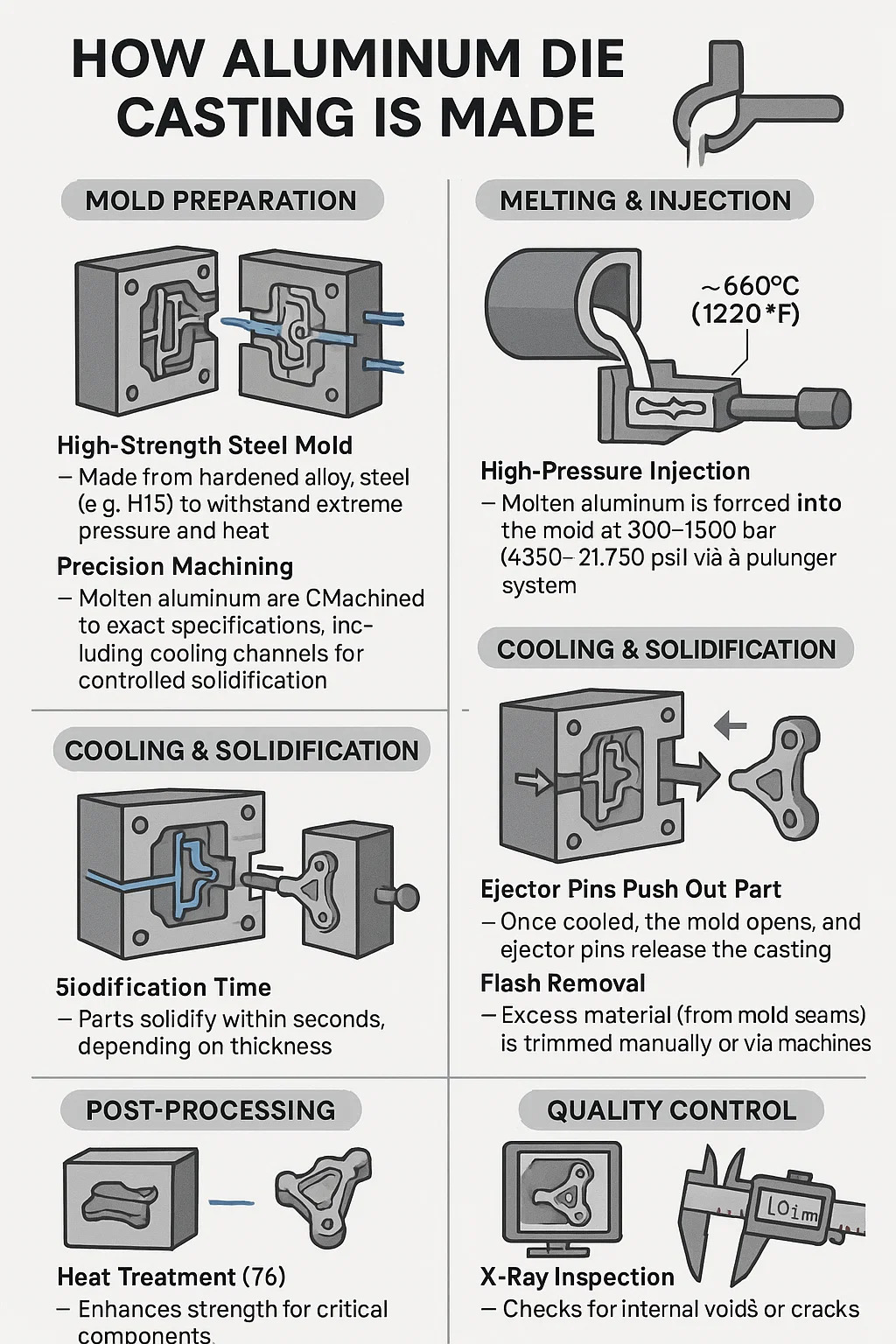
1。金型の準備
高強度の鋼型 - 極度の圧力と熱に耐えるために、硬化合金鋼(H13など)で作られています。
精密機械加工 - 金型キャビティは、制御された固化のための冷却チャネルを含む正確な仕様に合わせてCNCに加えられています。
2。融解と注入
アルミニウム合金の融解 - 特別な合金(A380やADC12など)は、炉の〜660°C(1220°F)で溶けます。
高圧注射 - 溶融アルミニウムは、プランジャーシステムを介して300〜1500 bar(4350〜21,750 psi)の金型に押し込まれます。
3。冷却と固化
迅速な冷却 - 金型の水路は、均一な冷却を保証し、反りを防ぎます。
凝固時間 - 厚さに応じて、部品は数秒以内に固化します。
4。排出とトリミング
Ejector Pinsが部分を押し出します - 冷却すると、金型が開き、Ejector Pinsがキャスティングを放出します。
フラッシュ除去 - 過剰な材料(カビの縫い目から)は、手動または機械を介してトリミングされます。
5。ポスト処理
熱処理(T6) - 重要な成分の強度を高めます。
表面仕上げ - 腐食抵抗のためのサンドブラスト、研磨、または陽極酸化。
6。品質管理
X線検査 - 内部ボイドまたは亀裂のチェック。
寸法テスト - 部品が緊密な許容範囲(±0.1mm)を満たすことを保証します。
重要な課題と修正
| 問題 | 原因 | 解決 |
| 気孔率 | 閉じ込められた空気/ガス | 真空アシストキャスティング |
| 反り | 不均一な冷却 | 最適化された金型冷却チャネル |
| こだわり | アルミニウム結合に金型 | 高度な金型コーティング(例:スズ) |